
微电机壳课程设计说明书
15页
1、机械制造工艺学课程设计说明书设计题目 设计“微电机壳”零件的机械加工工艺规程编制及工艺装备(生产纲领4000件)设 计 者: 黄仁贵 指导教师:吕 勇(老师)设计日期:桂林航天工业高等专科学校 机械工程系目 录课程设计说明书正文3序言4一、零件的分析 4(一)零件的作用4(二)计算生产纲领,确定生产类型5(三)零件的工艺分析5二、工艺规程设计6(一)确定毛坯的制造形式6(二)基面的选择6(三)制定工艺路线6(四)机械加工余量、工序尺寸及毛坯尺寸的确定7(五)确定切削用量及基本工时8三、专用夹具设计11 (一)设计主旨11 (二)夹具设计12四、课程设计心得体会12五、参考文献 13六、附录13桂林航天工业高等专科学校机械制造工艺学课程设计任务书设计题目 设计“微电机壳”零件的机械加工工艺规程编制及工艺备(生产纲领4000件)设计内容: (1)产品零件图 1张; (2)产品毛坯图 1张;(3)机械加工工艺过程卡片 1套;(4)机械加工工序卡片 1套; (5)课程设计说明书 1份; (6)夹具设计装配图 1份; (7)夹具设计零件图 1份;专 业:机械制造及自动化 学 号: 2011509
2、414姓 名:方 宁 指导教师: (老师)序 言机械制造工艺学课程设计是在学完了机械制造工艺学课程后,综合运用以前所学有关机械专业知识,进行零件加工工艺过程设计。其目的在于巩固、加深扩展机械制造技术及其他有关先修课程的理论知识,把理论知识和生产实践相结合,能够独立分析问题、解决问题,以及初步具备中等复杂程度零件工艺规程的能力。 本设计包括两个部分内容:第一部分为生产纲领、生产类型、工艺性分析和零件图的审查。第二部分为毛坯的选择,根据图纸具体地阐明了毛坯选择类型以及尺寸。零件加工工艺规程设计是设计的核心部分,具体地列出了设计思路以及整个零件加工工艺过程。它包括定位基准的选择、确定表面的加工方法、确定机械加工余量、工序尺寸及公差、机床设备及工艺设备的选择、确定切削用量与基本工时。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加社会工作打下一个良好的基础。 设计从还存在许多的不足,恳请老师批评指正。一、零件的分析(一)零件的作用题目给定的零件是微电机壳,是圆环形厚度为4mm。其作用,一是支撑和固定电机,二是固定
3、电机转子,使转子能够平稳转动。零件的两端各有均布3xM57H螺纹孔,用以安装和固定端盖。距离圆心往下65-0.1/-0.4mm有支撑厚度为8mm,长度为100mm,从零件端面各缩进5mm的底座,有四个8鍯孔12m均布用以固定电机。零件114mm内圆有6块宽为12mm,高为6mm的肋板均布,零件图如下图所示:(二) 计算生产纲领,确定生产类型所给任务的零件是微电机壳的设计,是机器中的零件。假定该机器年产量为4000台,且每台机器上仅有一件,若取其备品为5%,机械加工废品为1%,则该零件的年生产纲领为N=Qm(1+5%+1%)=4000(1+5%+1%)=4240件/年 由上式可知,该零件的年产量为4240件,由零件的特征可知,它属于机体小零件,因此可以确定其生产类型为单件大批量生产。(三)零件的工艺分析微电机壳共有3组加工表面,它们有一定的位置要求。现分述如下:1、以厚度为8mm的底座底面和上表面这一组加工表面包括:两个底面尺寸为30*100mm,粗糙度为3.2,平行度为0.05,还有以底面为基准在平面上的4个8mm鍯孔12mm,其中孔中心与零件中心线尺寸为 50mm,孔的中心度为0.6
《微电机壳课程设计说明书》由会员M****1分享,可在线阅读,更多相关《微电机壳课程设计说明书》请在金锄头文库上搜索。
房地产项目市调总结报告(共18页)
西餐厅厨房设计要求
上饶复合改性聚乳酸项目建议书
原子吸收分光光度法测定饮用水中的镁含量
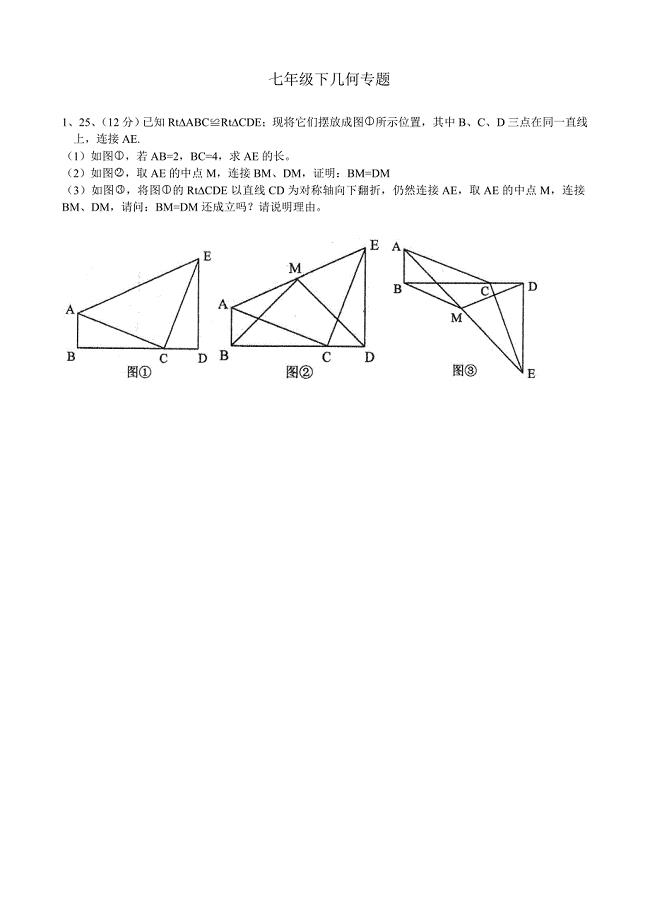
七年级下几何专题提高培优试题
有关美术教师的个人工作计划范文
2019学年第二学期小学数学教研组工作总结1
PEP小学英语六年级上册知识的点总结
电子科技大学21春《基于J2EE的开发技术》在线作业二满分答案_23
管理信息系统练习题(含答案)
武汉市大气环境质量评价模糊数学模型研究
2019年安管员半年个人工作总结
客户投诉处理技巧

维护职工队伍稳定保障职工合法权益问题的调研报告
机械专业试题库
浅谈计算机网络的安全设计资料
大型集团公司制度汇编二
2022年电力电缆作业(特种作业)考试题库_导出版
管材门窗项目创业计划书写作模板
秋天的雨三年级作文
 2023年全国通用离婚协议书
2023年全国通用离婚协议书
2022-08-23 6页
【管理】陈春花:数字化生存时代的变与不变(总11页)
2023-02-09 11页
补偿贸易的购销合同
2023-10-01 2页
土地招投标管理
2024-01-24 5页
公司房屋租赁合同简单范本(16篇)
2022-12-31 44页
房屋出租合同模板集合八篇
2022-08-05 20页
工程类防护、排水施工劳务协作协议(样本)
2024-01-01 19页
证书聘用合同(协议书)
2023-11-09 3页
房东出租房屋协议书
2023-06-03 43页
2022年自来水工程施工合同
2022-11-16 10页