
CAPP技术在模具制造工艺中的应用精
7页
1、CAPP技术在模具制造工艺中的 应用(精)作者:日期:宁夏机械2010年第3期CAPP技术在模具制造工艺中的应用郭新生(吴忠仪表有限责任公司,宁夏 吴忠751100) 摘要通过介绍仪表模具CAPP技术的开发与应用情况,尤其在实践应用中所取得的经验 与体会,阐述了从项目的提出、明确CAPP模具工艺设计原理到CAPP项目开发及应用的每 个过程,为我国仪表模具制造业开发CAPP技术提供了一些参考和经验。关键词 CAPP模具制造工艺设计数据库1引言模具生产技术准备约占整个模具制造周期的 40%,而模具制造工艺设计周期约占 生产技术准备的20%。模具制造工艺的技术文件的主要目的之一是为生产指挥管 理、调度提供依据,所以模具制造工艺的水平对整个制造周期除具有直接影响外 ,其间接影响的程度更大。如何将现代化工具 一一计算机引入模具制造工艺设计 是汽车模具制造业面临的新课题。2模具CAPP原理CAPP是计算机辅助工艺过程设计的英文缩写,模具 CAPP就是指模具计算机辅助 工艺设计。模具采用计算机辅助工艺编制有两种方法:一种是计算机对模具CAD的图形特征进行处理,自动生成材料清单和工艺卡片;另一种是基于
2、多年模具生 产所积累的大量知识及经验归纳和总结出各类模具比较完善的标准工艺,通过特 定的计算机程序,在计算机中将各类模具比较完善的标准工艺形成标准工艺知识 库,通过对各类模具标准工艺的变异、检索、编辑,形成一种适合自身生产的工 艺卡及工艺流程图。3模具CAPP项目开发分析 经过反复研究思考,结合国内外成功经验,我们认为上述的第二种方法比较适合 企业的现状,见效快、易实现。方案确定后,主要做了如下几个方面的工作。3.1 首先根据冲模的规律,将其按落料模、拉深模、修边冲孔模、翻边冲孔模、斜楔吊 冲模分成5大类,然后又根据模具的结构特点将5大类分成15小类。它们分别是: 落料模、单动拉深模、双动拉深模、三动拉深模、修边冲孔模A型、修边冲孔模B型、翻边冲孔模A型、翻边冲孔模B型、翻边冲孔整形模、上下翻边整形模、整 形模、切开整形模、侧修边冲孔模、吊修边冲孔模、侧整形模(开花结构)。3.2模具类型确定后,根据模具类型规定了模具加工 工序名铣刨数铣程控机钳部位标准名称及模具加工部位标准名称简图,请具有模具设计经验的专家审定, 由冲压工艺人员、模具CAD人员、模具制造工艺人员三方共同进行商讨、优化,
《CAPP技术在模具制造工艺中的应用精》由会员s9****2分享,可在线阅读,更多相关《CAPP技术在模具制造工艺中的应用精》请在金锄头文库上搜索。
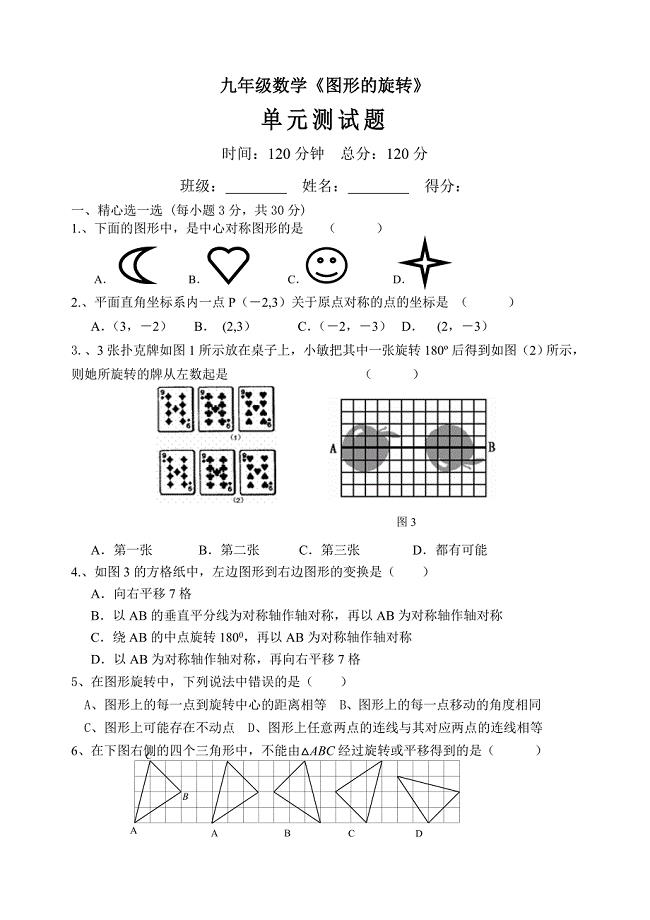
九年级数学图形旋转全章测试题
有关主题婚礼策划方案合集8篇
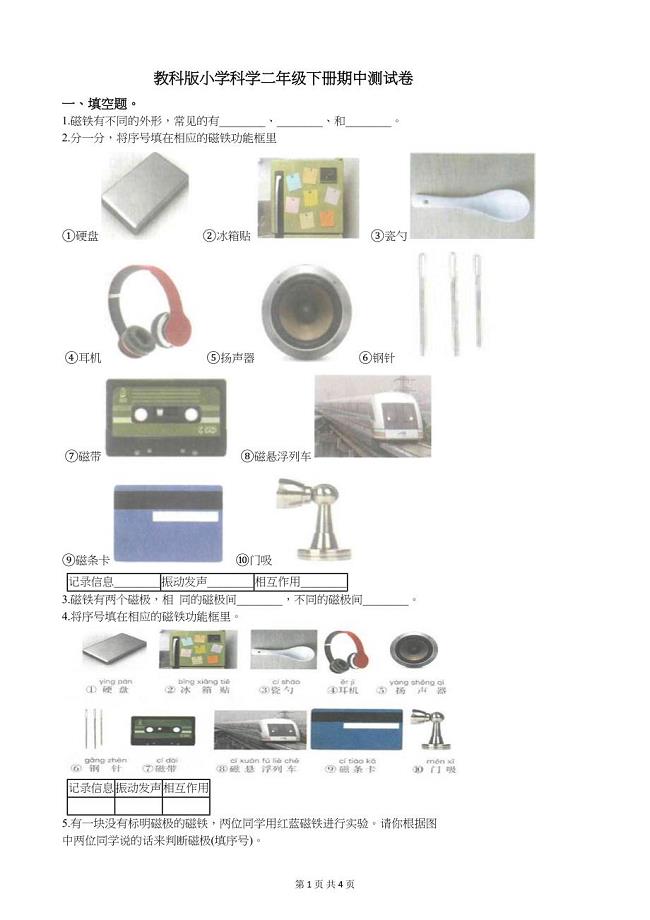
教科版小学科学二年级下册期中测试卷(DOC 4页)
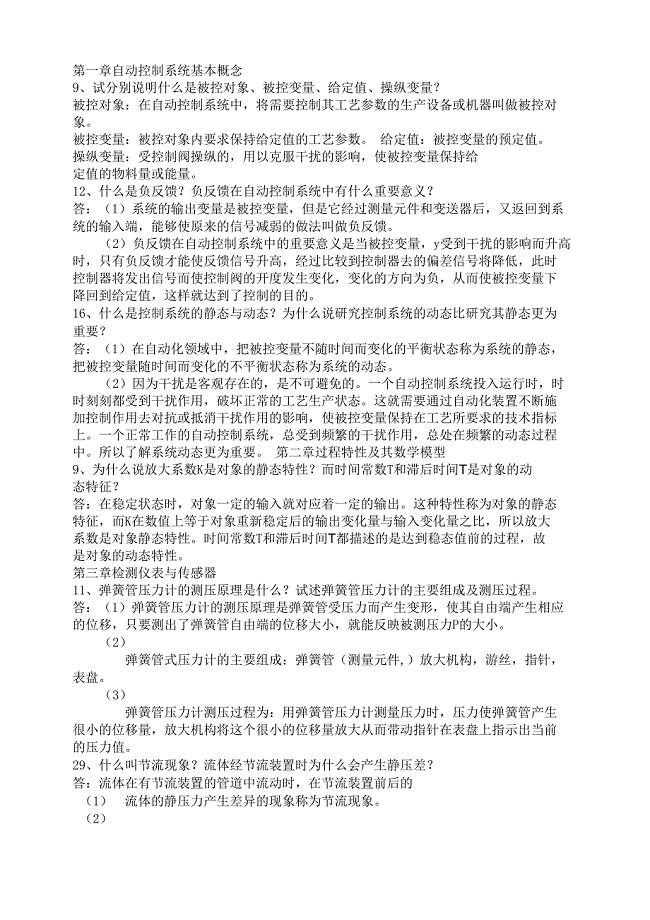
化工仪表及自动化
会计毕业实习汇报总结
合作协议书范文
中考满分作文汇编9篇
电气安全试题及答案
追求真善美精彩你我他
小学生安全教育工作总结(3篇).doc
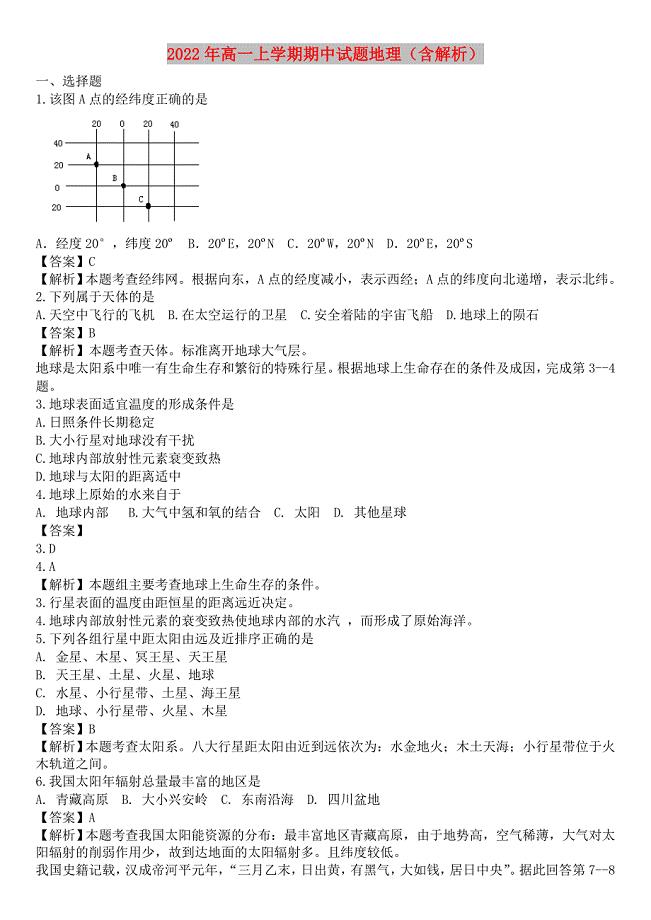
2022年高一上学期期中试题地理(含解析)
初中语文老师个人教学工作总结模板(3篇).doc
医院岗前培训学习心得总结
IT销售人员年终工作总结
2017小升初数学试卷及答案
兰州关于成立包装箔公司可行性报告
2011高三物理一轮复习 6.3 动量与能量练习题
货运车辆安全生产治理制度
学生会办公室工作总结书(4篇).doc

高中物理中的二级推论总集
 装饰装修工程专项的施工方案设计
装饰装修工程专项的施工方案设计
2023-12-11 34页
冀教版七年级英语下册期末试题含答案
2023-08-03 20页
抗菌药物临床应用原则
2023-04-17 8页
宪法题库及问题详解
2023-07-02 22页
八年级数学下册4.1.1变量与函数教案新版湘教版
2023-03-12 2页
武汉理工大学水污染控制工程课程设计
2023-12-18 42页
2021年高考数学考前30天大题冲刺练习十一含答案详解
2022-12-10 5页
寺沟大桥工程施工设计方案改
2023-05-17 74页
计量经济学报告虚拟变量异方差
2023-05-18 4页
烧结砖烧结多孔砖砌体砌筑施工技术交底word版
2023-03-16 11页