
电机轴设计说明书
9页
1、电机端盖加工工艺设计说明书学校:衡水职业技术学院 班级:10机电(1)班 姓名:王艺鹏二、设计任务书一、分析零件图1.看懂零件的结构形状零件图采用了主视图和移出剖面图表达其形状结构。从主视图可以看出该零件由多个不同直径的回转体组成,有轴颈、键槽、倒角、圆角等结构,由此可以想象出电机轴的结构。2.明确零件的装配位置和作用由电机轴结构可知,电机轴的运动输出机构,起支承轴承、传递扭矩的作用。两95k6外圆轴颈用于安装轴承,110t8用于安装定子3.分析零件的技术要求电机轴各部位的加工精度如下表电机轴重要表面加工精度表外圆表面尺寸精度形位精度表面粗糙度Ra/mIT6对于基准C的圆柱度为0.005mm0.8IT6对于基准B的圆柱度为0.005mm0.8IT6对于基准B-C的径向圆跳动0.02mm0.8 两键槽宽度尺寸精度均为IT7,对基准A的跳动要求0.037mm表面粗糙度Ra值为3.2键槽深度尺寸精度相当于IT8,要求较低 两端中心孔为B型中心孔,其中D=8mm,D2=22.4mm。 轴颈、键槽、倒角、圆角等加工表民尺寸及表面精度要求都比较低。二、确定生产类型1.计算零件生产纲领由电机轴零件图
2、可知,零件生产纲领为5000件/年,考虑备品率(取a=5%)和废品率(b=1%),则电机前端的生产纲领计算如下:N=Qn(1+a)(1+b) =50001(1+5%)(1+1%)=5303件/年2.确定零件的生产类型及工艺特征电机前端盖属于轻型机械类零件。根据生产纲领(5303件/年)及零件类型(轻型机械),查表得,电机前端盖的生产类型为中批生产。由此得出该零件应具有如下工艺特征:电机前端盖的生产纲领和生产类型零件名称电机前端盖生产纲领5303件/年生产类型中批生产 工艺特征 毛坯采用型材,易采购,成本低,准备周期短; 加工设备采用通用机床。 工艺装备采用通用夹具或部分专用夹具,通用刀具,通用量具,标准附件;工艺文件需编制机械加工工艺过程卡片和重要表面的工序卡片加工采用试切法和调整法结合进行三确定毛坯制造形式1.确定毛坯的制造形式选用型材中的热轧圆钢,易采购,成本低,准备周期短。2.确定毛坯尺寸根据热轧钢轴类外圆的加工余量计算方法,轴的长度L=1090mm,最大直径D=110mm,即L/D=1090/110=9.91毛坯直径选用为115mm加工余量为(115-110)mm=5mm,长度
3、为(1090+5)mm=1095mm去近似值1100mm四、选择定位基准根据基准重合和基准统一的原则,选择电机轴的轴线为定位基准即采用两端中心孔作为基准。1.选择零件的定位基准选择毛坯115的外圆作为粗基准,加工两端面和中心孔,可以较快地获得精基准。同时再以中心孔定位车外圆时,可使得余量小而均匀.五、拟定机械加工工艺路线1.确定各表面的加工方案根据零件每个表面的加工要求,确定其加工方案如表加工表面加工方案 两段粗车半精车磨粗车半精车磨两段粗车粗车粗车两段粗车左右两端面粗车两键槽铣各环形槽及各倒角粗车2.拟定零件加工工艺路线阶梯轴零件加工一般包括各外圆表面、轴两端面、键槽、螺纹等的加工,按照先基准后其他及现粗后精的原则,工序工序名称工序内容1下料热轧圆钢115x11002粗车用三爪卡盘夹住115外圆,粗车右端面,见平即可;钻中心孔B8/22.4,粗车右端各外圆,105、95a11保证图样尺寸,其余均余留量3粗车倒头用三爪卡盘装夹已加工表面定位,粗车端面,保证总长215;钻中心孔B8/22.4,粗车各外圆,保证图样尺寸,95留余量4热处理调质处理235HBS5研磨中心孔6半精车以两顶尖装夹
《电机轴设计说明书》由会员cl****1分享,可在线阅读,更多相关《电机轴设计说明书》请在金锄头文库上搜索。
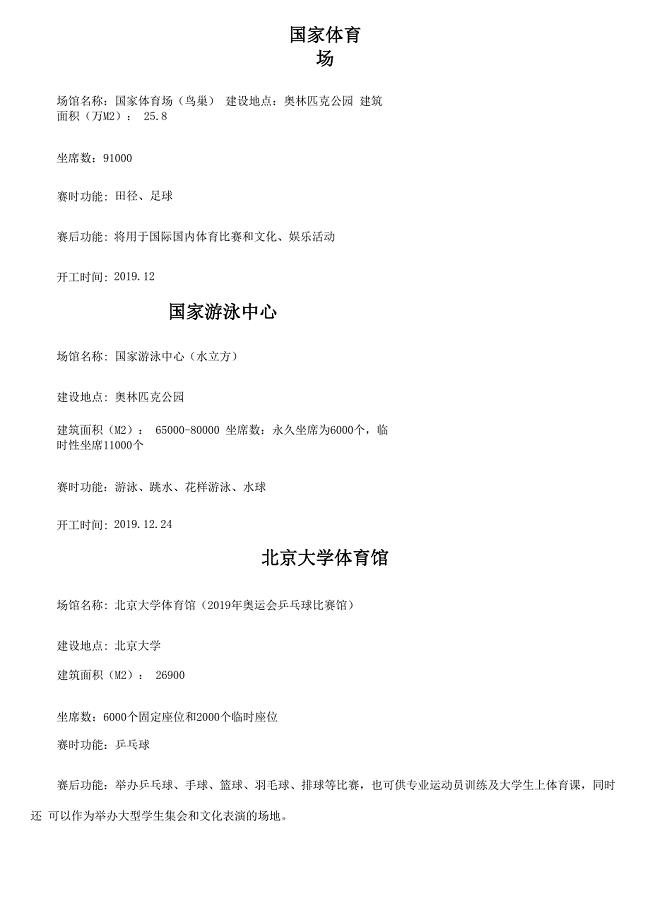
奥运会比赛场馆7页
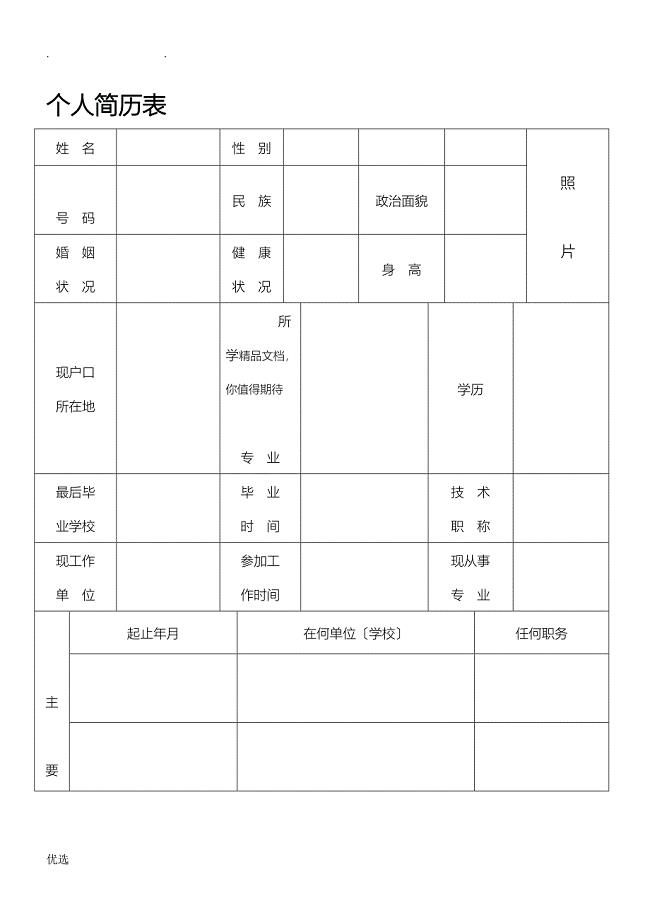
标准的个人简历表格下载共享
将安全教育融入到一日活动中
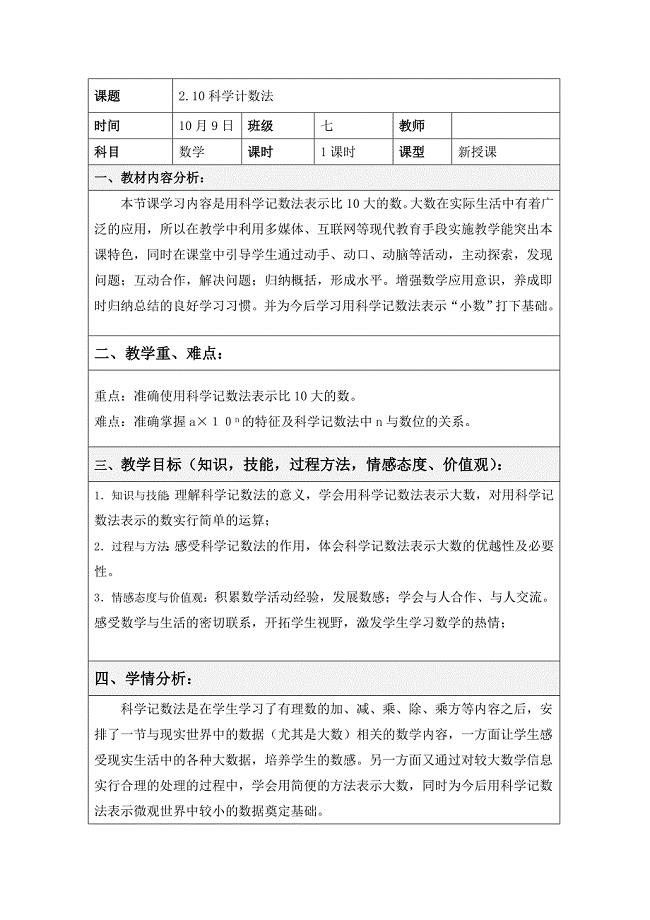
2.10科学计数法
2022年浙江省工业锅炉司炉G1特种作业证考试题库汇总(含答案)
通州市工业科技计划项目申报书
一年级读书的心得
安全生产工作亮点总结综述
业绩报告哪些指标必读
2022办公室副主任竞聘上岗演讲范本(3篇)
学校六年级工作总结(4篇).doc
一场生动的职场培训课职业化修炼企业全员必修课
2、2不同等级城市的服务功能
燃气安全阀的结构参数与选型使用
常用危险化学品生产的安全措施
球磨机和棒磨机的工艺性能及用途
门窗及栏杆制作及安装专项施工方案培训资料
六年级《绿山墙的安妮》读后感400字10篇
小学一年级课前三分钟演讲稿
幼儿园中班教研总结
 QC检验培训考试试题以及答案--精选文档
QC检验培训考试试题以及答案--精选文档
2023-09-21 6页
新品牌SI手册-SI
2023-01-27 4页
OKUMA操作说明书--精选文档
2022-07-23 50页
建筑企业目标责任书
2023-06-06 6页
配电网地理信息系统编辑系统说明书
2023-11-11 41页
RWA系统简介--精选文档
2023-11-04 14页
复合板风管技术交底记录
2022-10-29 7页
社会单位消防安全“四个能力”管理工作记录本
2024-01-11 17页
MV的制作技巧--精选文档
2022-12-05 16页
OA系统运行管理制度--精选文档
2023-08-04 6页