
第1章钳工基本操作知识
62页
1、第1章 钳工基础知识1.1钳工基本操作知识1.1.1划线1.划线概述 划线是指根据图样或实物尺寸,准确地在工件毛坯或已加工表面划出加工界限线的操作叫划线。划线的作用主要有三点:(1)使工件加工时有明确的标志和依据。(2)检查毛坯是否合格,对某些不合格品可利用划线借料进行补救。(3)检查修理零件变形和磨损状态,确定修理部位及工艺方法。划线分为平面划线和立体划线。只需要在工件一个表面上进行的划线称为平面划线;需要在工件的几个不同表面进行的划线称为立体划线。划线工作效率较低,所以一般用于单件、小批量生产或大型工件。划线的准确性直接影响产品质量和生产效率,因此,划线除要求线条清晰均匀外,更重要的是保证尺寸准确。一般的划线精度为0.250.50 mm。所以,在加工过程中,必须通过测量来保证尺寸的准确度。常用的划线工具有划针、划规、划线盘、划线平板、直角尺和钢板尺、样冲、高度游标尺等,如图11.高度游标尺不仅可以进行划线也可以进行高度测量,毛坯件上划精度要求较高的加工线时应采用高度游标尺划线。图112.划线基准的选择划线必须确定划线基准,确定几何体划线基准的类型有点、线和面(也指考虑划线在长、宽、
2、高三个方向尺寸),所以平面划线应选择2个划线基准,立体划线时,一般要选择3个划线基准。(1)划线基准一般有三种选择类型 如图12 (a) (b) (c)图121)以两个互相垂直的平面或线为基准。图12(a)2)以两条中心线为基准。图12(b)3)以一个平面和一条中心线为基准。图12(c)(2)划线基准的选择基本原则正确选择划线基准的基本原则和方法是划线基准尽可能与工件施工图样中的设计基准一致。平面划线应有纵、横两向划线基准;立体划线必须有长、宽、高三个方向的划线基准;选择划线基准要根据工件毛坯形状特点而定;有轴、孔尺寸要求的毛坯件,要以孔、轴、凸起或毂面的轴心线为基准;平面则应选工件较平整的大平面作为划线基准 ;半成品加工件,划线时应以已加工之轴、孔或平面作为划线基准。平面划线的基准可以是一条对称中心线和一条线。一般立体划线应作三次安放划线。选择第一安放划线位置的原则是:应该是尽量选择工件主要中心线或划线面积较大的部位;精度要求较高或是主要加工面的加工线;尽量选择需要划线较多或具有复杂面的方位;工件的主要中心线或平行于划线平台工作面的加工线。货车侧架划两端导框大平面加工线的基准是中央孔
3、框立柱大平面及承簧面。客货车制动缸划安装平面加工线的划线基准是缸体毛坯孔轴心线及安装平面的毛坯面。22型(23型)客车转向架构架如需划线钻八个支柱平面孔时,划线前各支柱平面必须按第一次划线及图纸要求机械加工。206型、209型转向架构架各支柱安装孔的划线第一基准是两侧摇枕吊座孔横向对称中心线及吊座纵向对称中心线。3.找正和借料各种铸锻件由于某些原因,会形成形状歪斜、偏心、各部分壁厚不均匀等缺陷,当误差不大时,可通过划线找正和借料的方法来补救。焊接结构件划线一般存在借料的问题。(1)找正将工件置于划线平台上,利用划线工具将工件各划线基准调整到适合的位置上,这种方法称为找正。找正的三个目的:1)使划线基准准确,提高划线精度。2)合理分配加工余量。3)检查毛坯的形状和尺寸偏差能否满足划线及加工要求,并进行补救。立体划线在划线前,必须对划线基准进行找正,零件划线找正通常采用三个千斤顶或垫铁支承。大型工件划线应采用三点支承较为合理;在平台上对平面找正的原则是先找正一侧两角。转8型转向架侧架毛坯在平台划线找正操作要点:正确选定三个划线基准,即侧架各梁杆的纵向中心线,侧架中央方框对称中心线以及承簧台
4、工作面;侧架各梁杆纵向中心线的三个分中点必须是该铸件毛坯最不易变形的部位,即在两轴箱导框内侧立面之间划分中点;对侧架各梁杆三纵向分中点找平的同时,须用角尺检测承簧台工作面及两承载鞍支承面的垂直度,再用钢直尺测量各导框立面之两侧对分中线的对称度,如不符合要求,可以借料后划纵向中心围线;以承簧台工作面为基准划承载鞍支承面加工线前,须用角尺在侧架两端找准纵向中心线再用划计盘将两承载鞍支承面纵向找平,并对承簧台工作面的纵向水平高度差进行检查,如不符合要求,可借料加工线;侧架两轴箱导框立面及中央方框斜楔磨耗板结合面划加工线,应以中央方框下部开挡尺寸(540+5)mm的两非加工立面为基准,通过图纸尺寸计算的方法,直接用找出划线点,用角尺和钢直尺分别划各导框立面及斜楔磨耗板结合面之加工线。(2)借料借料就是通过试划和调整,将各加工表面的加工余量合理分配,互相借用,从而保证各加工表面都有足够的加工余量,而误差或缺陷可在加工后排除。划线中采用借料可以提高毛坯件的合格率。对毛坯件进行借料划线时,要根据实际尺寸偏差、形位偏差以及图纸技术要求调整划线基准的位置。借料的一般步骤是:1)分析测量工件的误差情况,找
《第1章钳工基本操作知识》由会员枫**分享,可在线阅读,更多相关《第1章钳工基本操作知识》请在金锄头文库上搜索。
建筑实习报告范文
地质兼探放水钻孔、钎探孔施工管理要求地质钎探的做法
四年级音乐教案《牧羊姑娘》
章末过关检测二
2023护士毕业实习总结(2篇).doc
南开大学21春《生物化学》在线作业三满分答案6
饭店暑期社会实践汇报
珍惜眼前把握当下高考作文800字汇总
广西壮族自治区人民医院内网改造功能需求
e007地下室底板、地梁、墙体、柱子、框架柱、顶板、楼梯间钢筋加工技术交底
图像处理与机器视觉
司机202X年个人年终工作总结范文
交警支队车管所档案员演讲稿--平凡和我同行
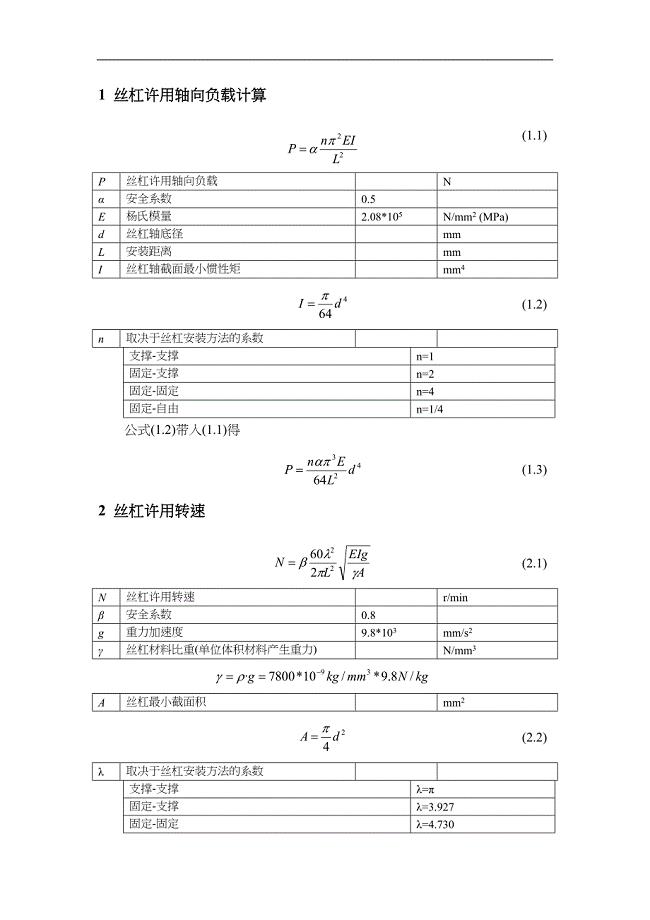
滚珠丝杠选型计算
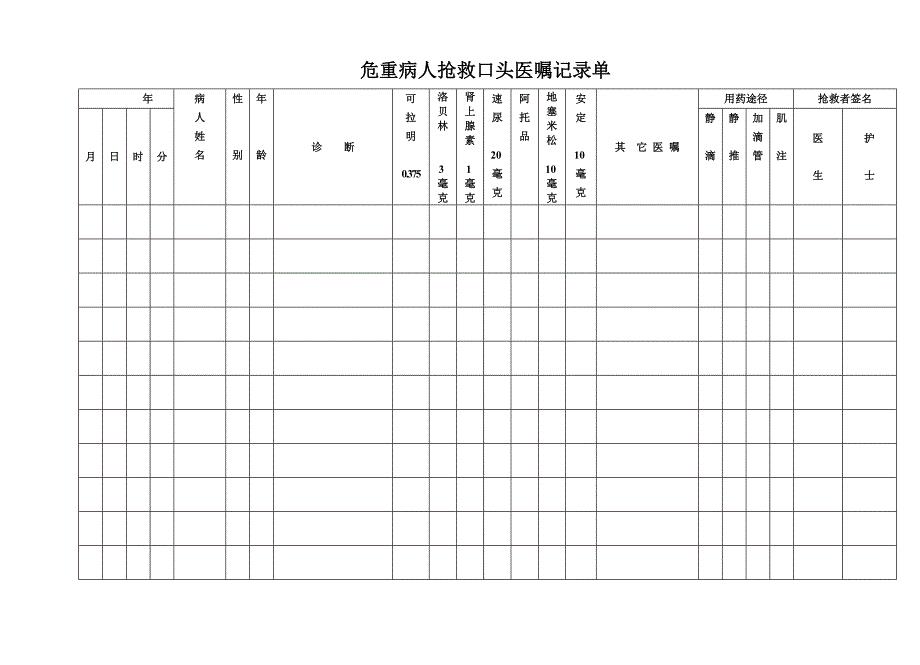
危重病人抢救口头医嘱记录单
2022年学生开学迟到检讨书五篇
惠州市医保服务项目可行性报告(范文)
【整合汇编】车间实习报告3篇
财务工作总结范文与计划(2篇).doc
2023年上海市黄浦区中心医院招聘医学类专业人才考试历年高频考点试题含答案解析
 管道安装冬季施工方案
管道安装冬季施工方案
2023-08-02 23页
质量管理体系过程监视和测量方案
2023-09-12 1页
优化学校内部治理推动学校现代转型
2023-06-05 7页
改性沥青混凝土路面施工工艺设计标准
2023-01-29 8页
战略合作协议
2023-12-20 5页
高速公路建设项目重大危险源辨识和管理办法
2023-04-14 11页
甘肃省房地产经纪人制度与政策:物业管理招投标模拟试题
2023-04-07 4页
电气火灾监控系统组织设计
2024-02-06 8页
砖混结构施工组织设计及技术措施
2022-12-08 16页
英语学科学业质量评价方案
2023-11-06 5页