
W115减速箱箱体的工艺分析与夹具设计说明书
47页
1、毕业设计说明书目 录第一章: 概述1第二章:零件工艺的分析22.1零件的工艺分析22.2确定毛坯的制造形式22.3箱体零件的结构工艺性2第三章:拟定箱体加工的工艺路线23.1 定位基准的选择23.2加工路线的拟定2第四章:机械加工余量,工序尺寸及毛坯尺寸的确定24.1 机盖24.2 机座24.3 箱体2第五章:确定切削用量及基本工时25.1 机盖25.2 机座25.3 箱体2第六章 专用夹具的设计26.1 粗铣下平面夹具26.2 粗铣前后端面夹具设计2内容总结2参考文件2致谢2 第一章:概述箱体零件是机器或部件的基础零件,它把有关零件联结成一个整体,使这些零件保持正确的相对位置,彼此能协调地工作.因此,箱体零件的制造精度将直接影响机器或部件的装配质量,进而影响机器的使用性能和寿命.因而箱体一般具有较高的技术要求.由于机器的结构特点和箱体在机器中的不同功用,箱体零件具有多种不同的结构型式,其共同特点是:结构形状复杂,箱壁薄而不均匀,内部呈腔型;有若干精度要求较高的平面和孔系,还有较多的紧固螺纹孔等.箱体零件的毛坯通常采用铸铁件.因为灰铸铁具有较好的耐磨性,减震性以及良好的铸造性能和切削性
2、能,价格也比较便宜.有时为了减轻重量,用有色金属合金铸造箱体毛坯(如航空发动机上的箱体等).在单件小批生产中,为了缩短生产周期有时也采用焊接毛坯.毛坯的铸造方法,取决于生产类型和毛坯尺寸.在单件小批生产中,多采用木模手工造型;在大批量生产中广泛采用金属模机器造型,毛坯的精度较高.箱体上大于3050mm的孔,一般都铸造出顶孔,以减少加工余量.第二章:零件工艺的分析2.1 零件的工艺分析2.1.1 要加工孔的孔轴配合度为H7,表面粗糙度为Ra1.6um,圆度为0.0175mm,垂直度为0.08mm,同轴度为0.02mm。2.1.2 其它孔的表面粗糙度为Ra12.5um,锥销孔的表面粗糙度为Ra1.6um。2.1.3 盖体上平面表面粗糙度为Ra12.5um,端面表面粗糙度为Ra3.2um。2.1.4 机盖机体的结合面的表面粗糙度为Ra1.6um,结合处的缝隙不大于0.05mm,机体的端面表面粗糙度为Ra12.5um。2.2 确定毛坯的制造形式由于铸铁容易成形,切削性能好,价格低廉,且抗振性和耐磨性也较好,因此,一般箱体零件的材料大都采用铸铁,其牌号选用HT20-40,由于零件年生产量2万台,
3、已达到大批生产的水平,通常采用金属模机械砂型,毛坯的精度较高,毛坯加工余量可适当减少。2.3 箱体零件的结构工艺性箱体的结构形状比较复杂,加工的表面多,要求高,机械加工的工作量大,结构工艺性有以下几方面值得注意:2.3.1 本箱体加工的基本孔可分为通孔和阶梯孔两类,其中通孔加工工艺性最好,阶梯孔相对较差。2.3.2 箱体的内端面加工比较困难,结构上应尽可能使内端面的尺寸小于刀具需穿过之孔加工前的直径,当内端面的尺寸过大时,还需采用专用径向进给装置。2.3.3 为了减少加工中的换刀次数,箱体上的紧固孔的尺寸规格应保持一致,本箱体分别为11和13。、第三章:拟定箱体加工的工艺路线3.1 定位基准的选择定位基准有粗基准和精基准只分,通常先确定精基准,然后确定粗基准。3.1.1 精基准的选择根据大批大量生产的减速器箱体通常以顶面和两定位销孔为精基准,机盖以下平面和两定位销孔为精基准,平面为330X20mm,两定位销孔以6mm,这种定位方式很简单地限制了工件六个自由度,定位稳定可靠;在一次安装下,可以加工除定位面以外的所有五个面上的孔或平面,也可以作为从粗加工到精加工的大部分工序的定位基准,实现
4、“基准统一”;此外,这种定位方式夹紧方便,工件的夹紧变形小;易于实现自动定位和自动夹紧,且不存在基准不重合误差。3.1.2 基准的选择加工的第一个平面是盖或低坐的对和面,由于分离式箱体轴承孔的毛坯孔分布在盖和底座两个不同部分上很不规则,因而在加工盖回底座的对和面时,无法以轴承孔的毛坯面作粗基准,而采用凸缘的不加工面为粗基准。故盖和机座都以凸缘A面为粗基准。这样可以保证对合面加工后凸缘的厚薄较为均匀,减少箱体装合时对合面的变形。3.2加工路线的拟定3.2.1 分离式箱体工艺路线与整体式箱体工艺路线的主要区别在于:整个加工过程分为两个大的阶段,先对盖和低座分别进行加工,而后再对装配好的整体箱体进行加工。第一阶段主要完成平面,紧固孔和定位空的加工,为箱体的装合做准备;第二阶段为在装合好的箱体上加工轴承孔及其端面。在两个阶段之间应安排钳工工序,将盖与底座合成箱体,并用二锥销定位,使其保持一定的位置关系,以保证轴承孔的加工精度和撤装后的重复精度。表一 减速箱机盖的工艺过程工序号工序名称工 序 内 容工艺装备001铸造005清砂清除浇注系统,冒口,型砂,飞边,飞刺等010热处理人工时效处理015涂
《W115减速箱箱体的工艺分析与夹具设计说明书》由会员M****1分享,可在线阅读,更多相关《W115减速箱箱体的工艺分析与夹具设计说明书》请在金锄头文库上搜索。
初中最基本的尺规作图总结
关于新年户外运动会策划书

湖北数学文科高考试卷
2020年常用人生励志座右铭集锦68句
工程公司项目提成及激励奖金管理制度与分配方案2
半年财务个人工作总结(3篇).doc
后勤人员个人总结万能模板(3篇).doc
2023年先进性教育个人整改措施

医院后勤管理2022工作计划范文
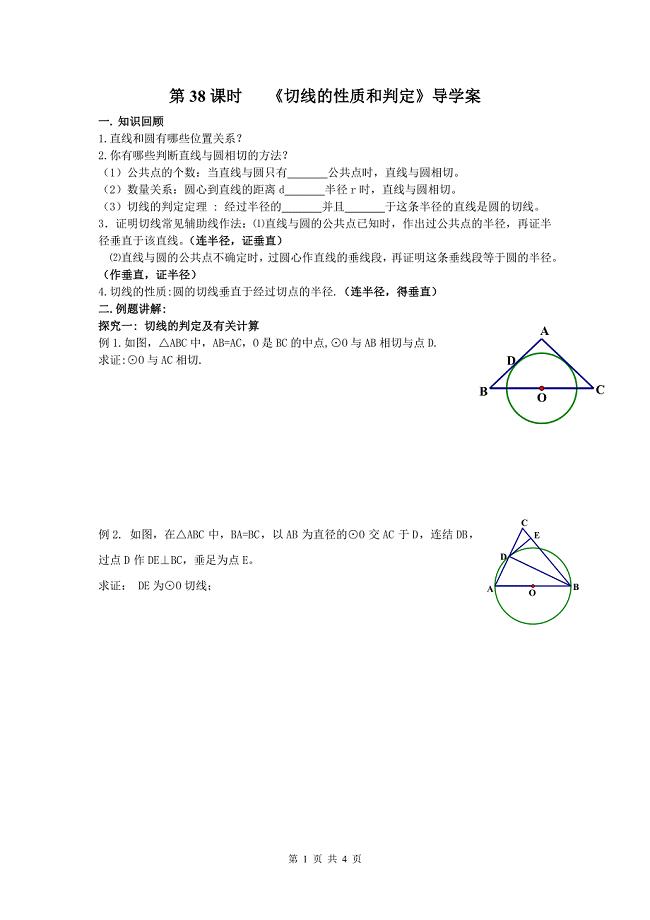
第38课时切线的判定和性质导学案
感冒药行业市场调研报告范本
备用金申请表及收款收据模板
技术经验交流会技术总结报告(最终)

计算机操作系统复习材料
2022年关注民生转变作风实践活动总结
肇庆市新污染物治理产品项目可研报告(模板范文)
合同解除协议

飞行签派执照认证口试
市建设局房地产科2
中班美术蝴蝶教案反思
 设计用PLC自动控制多种混合液体任务书
设计用PLC自动控制多种混合液体任务书
2023-09-30 1页
毕业论文(设计)格式和版式基本规范
2023-04-14 10页
空间多孔加工的组合机床主轴箱设计毕业论文+开题报告
2023-05-03 51页
0.8吨扩管机液压系统设计任务书
2023-03-29 1页
120吨舰船水动力测试转台锁紧定位装置液压系统设计任务书
2022-11-30 1页
钢板头矫直机设计任务书
2023-11-11 2页
自动存取自行车库的设计开题报告
2023-11-24 4页
外文翻译--在完成面表面粗糙度模型在MQL和干切削条件下的铣削 中文版
2023-06-02 6页
三坐标测量机测头的误差校准
2023-08-22 5页
ABS手机外壳注塑模毕业设计论文
2023-06-21 39页