
X62W铣床主轴机械加工工艺规程与钻床夹具设计说明书
24页
1、毕业设计(论文)计算说明书机械 系 机械制造与设计 专业设计(论文)题目 X62W铣床主轴机械加工工艺规程与钻床夹具设计学 生 姓 名: 起 讫 日 期: 指 导 教 师: 序 言 毕业设计是每个毕业生在搞完毕业生产实习以及完成全部基础课、专业课后进行的,是我们对所学全部课程的一次综合性的检测和复习,也是在走上工作岗位之前的一次理论联系实际的训练,它将为我们今后工作的一次较为全面的准备。希望通过本次设计,能够培训自己分析问题的能力,锻炼自己独立处理各方面的问题的能力,为今后走上社会新岗位打下较为结实的基础。由于能力、水平有限;由于时间的仓促,我的设计中难免存在许多问题和错误,恳请各位老师批评指正。 目 录一、 设计任务书(一) 零件的作用(二) 零件的工艺分析二、 零件的分析三、 工艺规程设计(一) 确定毛坯的制造形式(二) 基面的选择(三) 制定工艺路线(四) 机械加工余量,工序尺寸及毛坯尺寸的确定(五) 确定切削用量及基本工时四、 夹具五、 总结六、 参考文献资料一 设计任务书【题目】 X 62 W铣床主轴的机械加工工艺规程及某一工序的夹具设计【内容】1、 零件图 1张2、 毛坯图
2、 1张3、 机械加工工艺规程卡 1套4、 专用夹具装配图 1张5、 夹具体图(或定位夹紧元件图) 1张6、 设计计算说明书 1份【原始资料】生产纲领: 400件/年相关的产品装配图、零件图单班制工作二 零件的分析(一) 零件的作用课程设计题目所给的零件是X62w铣床主轴。它夹紧刀具直接参加表面成形运动。因此,它的工作性能对加工质量和机床的生生率有着重要的影响。由于主轴在一定的转速下,传递一定的扭矩,保证轴上的传动件和轴承的工作条件,况且主轴直接带动刀具进行切削。因袭,对旋转精度、静刚度、抗震性、热变性、耐磨性都有较高的要求。由于主轴前端的锥孔或面加工的刀具或接杆零件上65k5和40分别装上轴承起支撑作用,所以为了提高耐磨性在前端的锥孔上及88.882h5和65k5的外圆进行热处理淬硬及HRC48-53,况且主轴组件要做轴向移动,传动齿轮安装在套筒上,套筒与主轴考双键传动扭矩。(二) 零件的工艺分析从零件图上可以看出共有6组加工面。1 轴所以的外圆表面包括车88.882,65K6,55,42,40和切槽倒角。2 轴上两对称键槽。3 内锥孔保证锥度 7:244 钻中心孔17,225 钻孔、
3、攻丝M12,M66 铣槽15.9由于零件的几个加工表面都有位置度要求,精度要求,因此,需使用转应夹具。钻端面螺纹孔M12,M6采用的钻模,加工两对称键槽所需的铣床夹具。况且为了提高生产率保证加工质量,降低劳动强度也需采用专用夹具。三 工艺规程设计确定毛坯的制造方法 零件材料为40CR,且是一根中空的阶梯轴,生产批量为中批,同时,由于该零件机械性能要求较高。锻件和型材的组织结构致密。机械性能好,但型材的纤维组织方向明显。况且,该轴工作时所受循环载荷和冲击较大,不宜采用型材,但锻件可获得符合零件受力要求的纤维组织,同时,锻件比型材节约材料。故采用锻件。为进一步保证该轴精度要求采用模段。 基面的选择 位基面的选择是工艺规程设计中最重要的环节。基面选择正确合理,可以保证加工质量,提高生产效率。 粗基准的选择,对轴类零件来说一般以外圆定为粗基准。因此,选该轴外圆作为粗基准。 精基准的选择,应考虑到基准重合问题。若设计基准与工序基准不重合时必须进行尺寸计算。工艺路线的制定 制定工艺路线的出发点是应使用零件的几何形状、尺寸精度及位置精度等技术要求能得到妥善保证。在生产纲领已确定为成批生产的条件下,可
《X62W铣床主轴机械加工工艺规程与钻床夹具设计说明书》由会员壹****1分享,可在线阅读,更多相关《X62W铣床主轴机械加工工艺规程与钻床夹具设计说明书》请在金锄头文库上搜索。
物业公司后勤年终总结
高中物理新课程教学设计案例Word
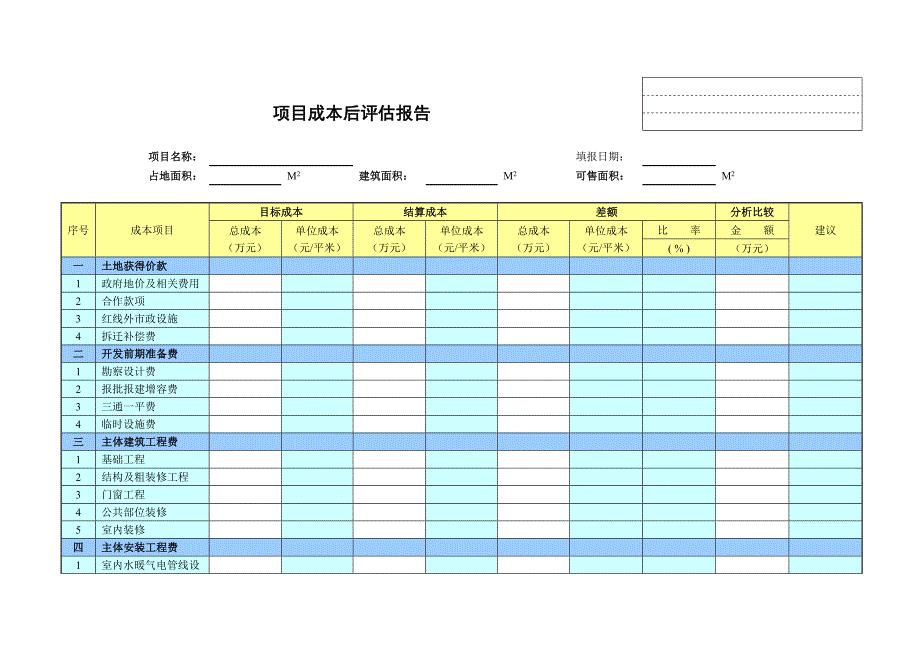
项目成本后评估报告(模板)
《诚信是金》教学设计
工作总结之克服困难 抓住机遇
搭配不当教学设计
工程施工强电进楼方案
加州电子校旧城改造三期初步设计说明

串级控制系统整定实验报告
南开大学22春《国际市场营销学》离线作业一及答案参考84
高中学生会主席竞选演讲稿(2篇)
领导干部安全责任追究制度样本(四篇).doc
公司简介漳州佰翔圆山酒店坐落于漳州市核心地带芗城区

论电场和磁场的关系

《少年旅行队》拓展阅读《古罗马斗兽场》(北师大)
鼓励孩子的120个语言
街机模拟器常用命令快捷键指南
招标工作计划
小学语文教案五篇
房建工程知识:真空泵使用安全规定
 400KN液压绞车设计论文说明书
400KN液压绞车设计论文说明书
2023-05-09 70页
SF500100打散分级机总体及机架设计开题报告
2023-10-31 3页
课程思政理念下小学信息科技课堂教学策略研究
2024-05-11 4页
开展青少年校外科普教育的实践与思考
2024-05-11 6页
生成式人工智能重塑教育及教师应对之道
2024-05-11 5页
基于核心素养的单元主题教学设计与实践探索
2024-05-11 4页
基于参与性文化理论的信息科技跨学科主题教学
2024-05-11 5页
精品课前期录制与后期制作技术处理应用策略与实践研究
2024-05-11 6页
基于科技活动的中小学课后服务效果评估
2024-05-11 5页
基于教材分析设计深度体验的AI课程
2024-05-11 5页