
011_钢筋手工电弧焊施工工艺工程工程竣工资料文件
7页
1、 分项工程质量技术交底卡 GD2301003 施工单位工程名称交底时间分部工程交底部位日期年月日交底内容钢筋手工电弧焊1 范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。2 施工准备 2.1 材料及主要机具: 2.1.1 钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预埋件的锚爪应用、级钢筋。钢筋应无老锈和油污。 2.1.2 钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应符合设计要求。 2.1.3 焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表4-14的要求,焊条质量应符合以下要求: 钢筋电弧焊使用的焊条牌号 表4-14项次钢筋级别搭接焊、帮条焊坡口焊1级E4303 E4303E43032级E4303 E4303E50033级E5003 E5003E55034、级与钢板焊接E4303 注:不含25MnSi钢筋。 2.1.3.1 药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.1.3.2 焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无
2、成块脱落现象。 2.1.3.3 焊条必须根据焊条说明书的要求烘干后才能使用。 2.1.3.4 焊条必须有出厂合格证。 2.1.4 弧焊机、焊接电缆、电焊钳、面罩、堑子、钢丝刷、锉刀、榔头、钢字码等。 2.2 作业条件: 2.2.1 焊工必须持有考试合格证。 2.2.2 帮条尺寸、坡口角度、钢筋端头间隙、接头位置以及钢筋轴线应符合规定。 2.2.3 电源应符合要求。 2.2.4 作业场地要有安全防护设施、防火和必要的通风措施,防止发生烧伤、触电、中毒及火灾等事故。2.2.5 熟悉图纸,做好技术交流。3 操作工艺 3.1 工艺流程:检查设备选择焊接参数试焊作模拟试件送试确定焊接参数施焊质量检验 3.2 检查电源、焊机及工具。焊接地线应与钢筋接触良好,防止因起弧而烧伤钢筋。 3.3 选择焊接参数。根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径、焊接层数和焊接电流,保证焊缝与钢筋熔合良好。 3.4 试焊、做模拟试件。在每批钢筋正式焊接前,应焊接3个模拟试件做拉力试验,经试验合格后,方可按确定的焊接参数成批生产。 3.5 施焊操作: 3.5.1 引弧:带有垫板或帮条的接头,引弧应在钢
3、板或帮条上进行。无钢筋垫板或无帮条的接头,引弧应在形成焊缝的部位,防止烧伤主筋。 3.5.2 定位:焊接时应先焊定位点再施焊。 3.5.3 运条:运条时的直线前进、横向摆动和送进焊条三个动作要协调平稳。 3.5.4 收弧:收弧时,应将熔池填满,拉灭电弧时,应将熔池填满,注意不要在工作表面造成电弧擦伤。 3.5.5 多层焊:如钢筋直径较大,需要进行多层施焊时,应分层间断施焊,每焊一层后,应清渣再焊接下一层。应保证焊缝的高度和长度。 3.5.6 熔合:焊接过程中应有足够的熔深。主焊缝与定位焊缝应结合良好,避免气孔、夹渣和烧伤缺陷,并防止产生裂缝。 3.5.7 平焊:平焊时要注意熔渣和铁水混合不清的现象,防止熔渣流到铁水前面。熔池也应控制成椭圆形,一般采用右焊法,焊条与工作表面成70。 3.5.8 立焊:立焊时,铁水与熔渣易分离。要防止熔池温度过高,铁水下坠形成焊瘤,操作时焊条与垂直面形成6080角。使电弧略向上,吹向熔池中心。焊第一道时,应压住电弧向上运条,同时作较小的横向摆动,其余各层用半圆形横向摆动加挑弧法向上焊接。 3.5.9 横焊;焊条倾斜7080,防止铁水受自重作用坠到厂坡口上。
4、运条到上坡口处不作运弧停顿,迅速带到下坡口根部作微小横拉稳弧动作,依次均速进行焊接。 3.5.10 仰焊:仰焊时宜用小电流短弧焊接,溶地宜薄,里应确保与母材熔合良好。第一层焊缝用短电弧作前后推拉动作,焊条与焊接方向成890角。其余各层焊条横摆,并在坡口侧略停顿稳弧,保证两侧熔合。 3.5.11 钢筋帮条焊: 3.5.11.1 钢筋帮条焊适用于、级钢筋。钢筋帮条焊宜采用双面焊,见图4-27(a),不能进行双面焊时,也可采用单面焊,见图4-27(b)。图4-27 钢筋帮焊接头 帮条宜采用与主筋同级别、同直径的钢筋制作,其帮条长度l见表4-15。如帮条级别与主筋相同时,帮条的直径可以比主筋直径小一个规格。如帮条直径与主筋相同时,帮条钢筋可比主筋低一个级别。 3.5.11.2 钢筋帮条接头的焊缝厚度h应不小于0.3d,焊缝宽度b不小于0.7d,见图4-28。 钢筋帮条长度 表4-15项 次钢筋级别焊缝型式帮条长度l1级单面焊双面焊8d4d2单面焊双面焊10d5d 注:d为主筋直径。 图4-28 焊缝尺寸示意图 a焊缝宽度;h焊缝厚度 图4-29 3.5.11.3 钢筋帮条焊时,钢筋的装配和焊接
《011_钢筋手工电弧焊施工工艺工程工程竣工资料文件》由会员工****分享,可在线阅读,更多相关《011_钢筋手工电弧焊施工工艺工程工程竣工资料文件》请在金锄头文库上搜索。
参考学习资料 能源管理体系综合管理手册
参考学习资料 能源管理体系综合管理手册-惠宁
参考学习资料 运维管理 安全月应急演练方案、流程、脚本大全
参考学习资料 能源管理体系电力安全工作规程电力线路部分doc
学习资料 单片机电子技术2014年全国电子设计竞赛预测题目
参考学习资料 运维管理 物资设备管理制度--新
参考学习资料 能源管理体系生产部门环境因素清单
参考学习资料 能源管理体系质量手册
参考学习资料 能源管理体系质量手册G版
参考学习资料 能源管理体系质量管理体系基础和术语 (报批稿)
参考学习资料 能源管理体系10木担坝煤矿安健环管理手册(安环部汇总
参考学习资料 能源管理体系 质量管理体系一设备一制度Q-KCSZ 01-2016
参考学习资料 能源管理体系 质量管理体系质量手册-421
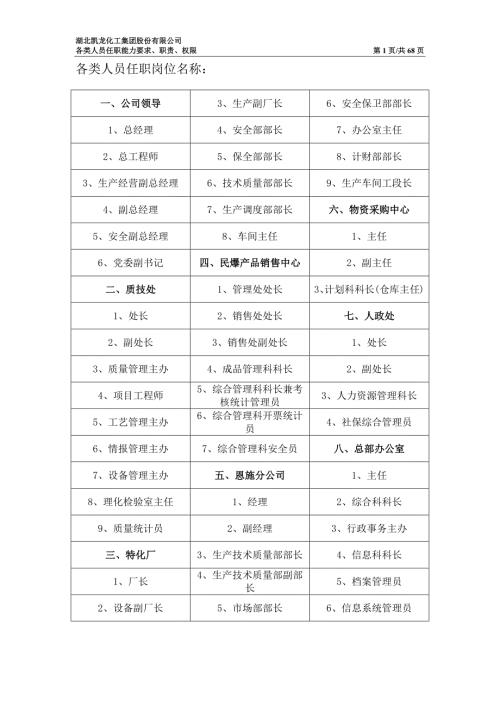
参考学习资料 能源管理体系01各类人员任职能力要求职责权限
参考学习资料 能源管理体系 质量管理体系设备安全操作规程Q-KCSA 01-2016
学习资料 安全文明施工6 波形梁钢护栏现场质量检查记录表
学习资料 安全文明施工06 施工放样报验单(表6)

学习资料 安全文明施工6 突起路标外观鉴定检查记录表
学习资料 安全文明施工监理月报封面
学习资料 安全文明施工6 草坪覆盖率现场质量检查记录表
 广州市商品房销售管理系统用户申请须知
广州市商品房销售管理系统用户申请须知
2023-07-12 4页
内蒙古某煤制烯烃项目煤仓滑模施工方案_
2023-08-05 36页
医院新冠肺炎防控发热患者应急处理演练脚本
2022-07-26 5页
房地产常用名词解释
2022-11-26 11页
2368汽车发动机构造与维修(A)大作业.doc
2022-08-17 5页
2022学校安全风险评估报告
2023-09-30 6页
机械制造工艺专业素质培养专题自测题集
2022-12-25 6页
万州区武陵镇下中村精准帮扶工程一标段
2023-09-01 82页
产科小科普
2023-06-14 4页
单层钢结构厂房施工组织设计(范本)
2023-08-07 121页