
CNC数控cnc加工的工作原理
1页
控 工的工作原理控车床零件毛坯选用棒料,选用粗加工、精加工的工艺方案, 坯粗车粗铣时效精车精铣。粗车:别离在外圆及端面预留 加工余量,并预钻中间孔。粗铣:别离在型腔侧面及底面预留余量 在 12位处预钻工艺孔。时效:去除材料及加工应力。精车:精车端面、外圆并镗工艺孔 6求一次装夹完结,以便确保同轴度,为后序加工打好根底。精铣:确保零件的终究需求。粗铣型腔粗加工主要是去除大余量,并为后序精加工打好根底,所以加工型腔时,挑选低本钱的一般数字控制 工序需求按所示零件结构图加工出内形概括,圆弧角落为 留精加工余量平均,为 且本道工序还需要在 12位处预先加工精加工所需的定位孔。在 工中,为了加工出合格的零件,必须从毛坯上切去一部分的金属,那层金属的厚度就称之为加工余量。加工余量又可分为工序余量以及总余量。某工序中需要切除的那层金属厚度,称为该工序的加工余量。想要了解更多关于 工加工余量的相关内容请关注 工的加工余量是什么?。精铣型腔高速加工技能是近年应用起来的制作技能。在高速切削加工中,由于切削力小,可减小零件的加工变形,对比适合于薄壁件,并且切屑在较短时间内被切除,绝大部门切削热被切屑带走,工件的热变形小,有利于确保零件的标准、外形精度;高速加工可以获得较高的表面质量,加工周期也大大缩短,所以联系该类薄壁盘类零件的特色,精加工型腔时选用高速加工。定位孔的加工该零件精加工选用中间孔 6 12作为定位孔,所以精加工型腔前必需先将其加工到位。中间孔 6车工精车外圆 将其镗削为 612由数字控制床钻、铰至 12文由天宇五金首发,转载请注明本文地址:
《CNC数控cnc加工的工作原理 》由会员re****.1分享,可在线阅读,更多相关《CNC数控cnc加工的工作原理 》请在金锄头文库上搜索。
初中趣味数学问题
U6electricity
八年级物理教学计划例文(四篇).doc
防灾减灾宣传周总结
2018-2019学年高中英语 Unit 11 The Media Section Ⅰ Reading(Ⅰ) (Warm-up & Lesson 1)学案 北师大版必修4
金属带项目可行性研究报告模板-备案审批
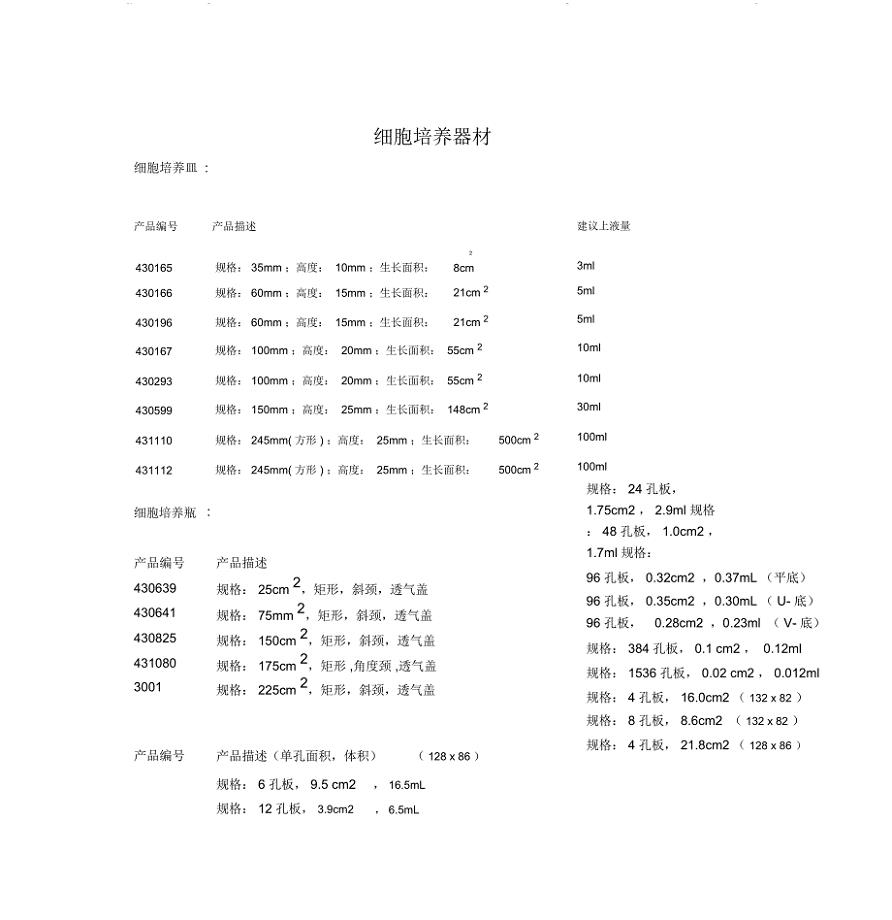
培养瓶、培养皿规格及面积
九年级化学全册第四单元金属4.1常见的金属材料同步测试新版鲁教版五四制
个人原因简单的辞职报告汇编15篇
大班社会逛菜场教案反思
会计分录知识
底安全员个人工作总结
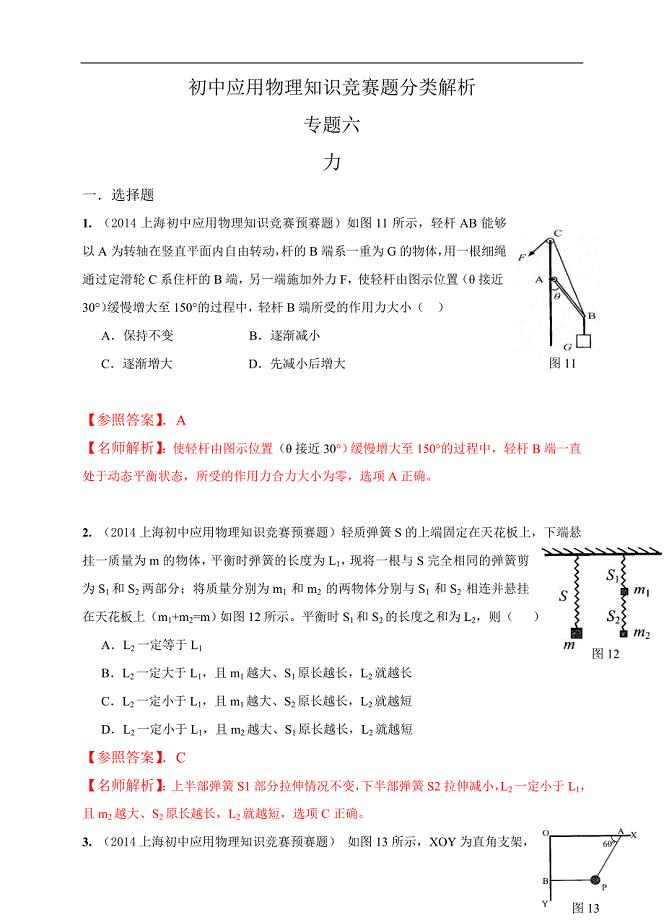
近十年初中应用物理知识竞赛题分类汇编六、力
2023学前班保育员工作计划格式范文(四篇).doc
实用的教师节感恩教师的演讲稿模板锦集8篇
移动电源竞争对手产品分析1

幼儿园安全事故检查记录表
燕子教学设计
砌体结构的裂缝及裂缝鉴定
外贸开发工作计划书
 2020年11月CATTI一笔、二笔和三笔真题(完整版)
2020年11月CATTI一笔、二笔和三笔真题(完整版)
2021-12-30 3页
刘邦称帝兔死狗烹——权力从来是不容分享的
2021-12-30 4页
知道这些建议记忆力再差也能拯
2021-12-30 10页
想像高手一样行动就一定要学会刻意练习
2021-12-30 7页
混乱》读书笔记
2021-12-30 9页
让自己更值钱》读书笔记
2021-12-30 4页
读书笔记这样抄新学期成绩节节高
2021-12-30 9页
《专注力》有意识地吸收更有价值的信息
2021-12-30 5页
营销培训 连锁销售的起源和发展
2020-12-31 7页
职场培训 优秀研发人员自我修炼与自我管理
2020-12-31 4页