
刀具选择原则与切削用量确定
5页
1、刀具选择原则与切削用量确定一、科学选择数控刀具1、选择数控刀具的原则刀具寿命与切削用量有密切关系。在制定切削用量时,应首先选择合理的刀具寿命,而合理的刀具寿命则应根据优化的目标而定。一般分zui高生产率刀具寿命和zui低成本刀具寿命两种,前者根据单件工时zui少的目标确定,后者根据工序成本zui低的目标确定。选择刀具寿命时可考虑如下几点根据刀具复杂程度、制造和磨刀成本来选择。复杂和精度高的刀具寿命应选得比单刃刀具高些。对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能,提高生产效率,刀具寿命可选得低些,一般取15-30min。对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应保证刀具可靠性。车间内某一工序的生产率限制了整个车间的生产率的提高时,该工序的刀具寿命要选得低些当某工序单位时间内所分担到的全厂开支M较大时,刀具寿命也应选得低些。大件精加工时,为保证至少完成一次走刀,避免切削时中途换刀,刀具寿命应按零件精度和表面粗糙度来确定。与普通机床加工方法相比,数控加工对刀具提出了更高的要求,不仅需要冈牲好、精度高,而且要求尺寸稳定,耐用度高,
2、断和排性能坛同时要求安装调整方便,这样来满足数控机床高效率的要求。数控机床上所选用的刀具常采用适应高速切削的刀具材料(如高速钢、超细粒度硬质合金)并使用可转位刀片。2、选择数控车削用刀具数控车削车刀常用的一般分成型车刀、尖形车刀、圆弧形车刀以及三类。成型车刀也称样板车刀,其加工零件的轮廓形状完全由车刀刀刃的形伏和尺寸决定。数控车削加工中,常见的成型车刀有小半径圆弧车刀、非矩形车槽刀和螺纹刀等。在数控加工中,应尽量少用或不用成型车刀。尖形车刀是以直线形切削刃为特征的车刀。这类车刀的刀尖由直线形的主副切削刃构成,如900内外圆车刀、左右端面车刀、切槽(切断)车刀及刀尖倒棱很小的各种外圆和内孔车刀。尖形车刀几何参数(主要是几何角度)的选择方法与普通车削时基本相同,但应结合数控加工的特点(如加工路线、加工干涉等)进行全面的考虑,并应兼顾刀尖本身的强度。二是圆弧形车刀。圆弧形车刀是以一圆度或线轮廓度误差很小的圆弧形切削刃为特征的车刀。该车刀圆弧刃每一点都是圆弧形车刀的刀尖,应此,刀位点不在圆弧上,而在该圆弧的圆心上。圆弧形车刀可以用于车削内外表面,特别适合于车削各种光滑连接(凹形)的成型面。选择
《刀具选择原则与切削用量确定》由会员宏扬****作室分享,可在线阅读,更多相关《刀具选择原则与切削用量确定》请在金锄头文库上搜索。

机械工程师修炼必备知识55条!
成型刀具CAD绘图详细方法
北京精雕70详细二维刀路路径
铜工艺品CNC雕刻加工
平面零件常见刀具与方法
CNC手机装饰条-纹路铝条
手机侧装饰条铝材料CNC加工
手机铝指纹金属环CNC加工工艺
CNC铝合金手机侧键加工工艺全过程
铝卡托CNC加工工艺详细工艺全过程

mastercam9.1教程之档案转换导入文件

mastercam9.1教程之档案转换导入文件
常见数控机床报警信息(中英文对照)太全啦!

数控铣削曲面加工走刀路线的选择
常见数控机床报警信息(中英文对照)太全啦!

mastercam后处理里面修改刀具信息

Mastercam编程的一般步骤
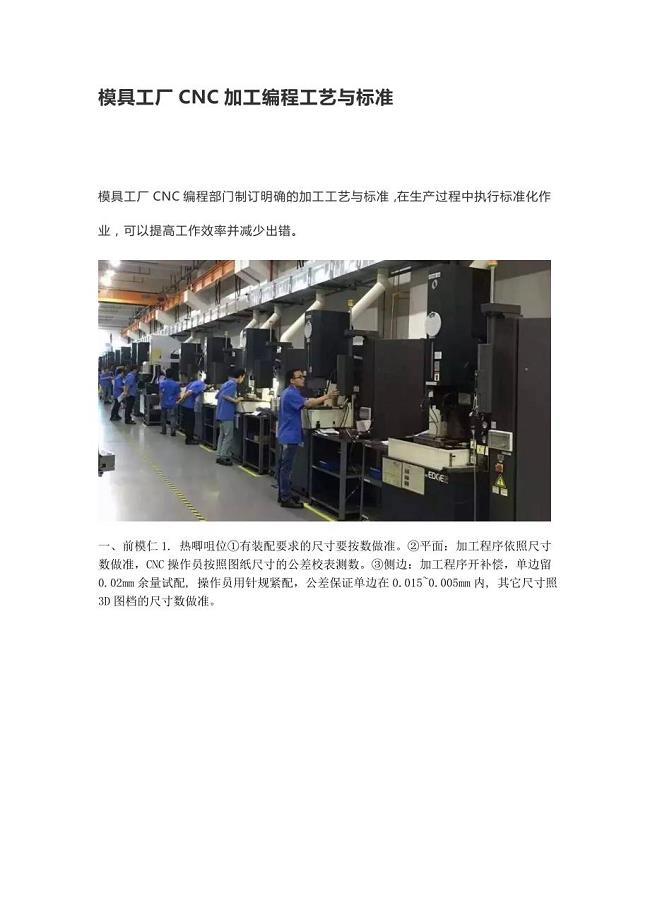
模具工厂CNC加工编程工艺与标准

mastercam9.1如何避免等高外形中刀路两边跑的问题

十种常用淬火方法汇总
 安徽理工AutoCAD上机指导讲义
安徽理工AutoCAD上机指导讲义
2022-03-25 8页
安徽理工《画法几何与制图(CAD)》教学大纲
2022-03-25 4页
安徽理工画法几何机械制图教案
2022-03-25 32页
CAD笔记整理
2021-10-11 38页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
mastercam9.1教程之档案转换导入文件
2021-01-08 5页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
数控铣削曲面加工走刀路线的选择
2021-01-08 3页
常见数控机床报警信息(中英文对照)太全啦!
2021-01-08 17页
mastercam后处理里面修改刀具信息
2021-01-08 3页