
铜工艺品CNC雕刻加工
23页
1、铜工艺品的CNC雕刻过程,这是本人亲自加工过的实例讲解,希望对你们有帮助,谢谢大家,一、分析图档与加工工艺 二、夹具的构思与装夹方式 三、正面参数的设置 四、反面参数的设置,正面图形,反面图形,一、分析图档与加工工艺,由下列图档左下角的数据可以看出,产品尺寸是170.711*170.711*20单位是MM,所以买回来的铜料 是179*179*21的原材料,由于要加工的产品尺寸比较大。所以尽量选择大刀,由于本厂都是采用精雕机器,所以最大的刀具也就是6MM,当然也可以用大于6MM的刀具。,正面工艺步骤:,0平面的加工,外围轮廓加工,弧面粗加工,正面所采用的刀具: 6MM平底刀具,6MM球刀,弧面精加工,反面工艺步骤:,内轮廓开粗,内弧面的精修,台阶面的加工,正面所采用的刀具: 6MM平底刀具,6MM球刀 2MM铣刀,俩个数字的加工,二夹具的构思与装夹方式,正面的装夹方式: 1:因为产品比较大。加工正面的时候可以先把铜块的一面铣平以作为基准面,2:把底面的夹具铣平,3:把铜铣过的一面与夹具贴合,然后用百分表校正下水平,由于面积大,用专用的模具胶水粘上,等待几分钟。等胶凝固。,反面装夹方式:,
2、由于正面铣出了产品的外形轮廓,所以反面靠俩边突出的俩点来定位,同样采用胶水固定。,备注:正面加工采用顶面为原点加工,备注:反面加工采用底面为原点的加工模式。,三、正面加工参数的设置,首先设置毛坯,选用轮廓线,参数如下图,1:0平面铣面:,采用区域加工的行切走刀方式,采用6MM的刀具,如上图, 图中所采用的区域轮廓线是材料的尺寸。179*179,2:外围轮廓加工,外围轮廓加工主要是为弧面加工做准备,为什么铣下去24呢?因为材料是21,铣下去3个MM是为了避空,为球刀提供位置。,参数如上图,采用6MM平底铣刀加工,3:弧面开粗加工,因为下图此处平面比较平缓。所以必须进行开粗处理。,参数如上图,采用6MM平底铣刀加工,参数图如下:,正面开粗加工采用分层环切粗加工,参数看图,4:弧面精修加工参数如下,正面弧面精修加工主要是采用 D6R3的球刀来加工。因为效果会比较好,四:反面参数设置,对于此图,先建立毛坯,1:内轮廓的开粗,采用6MM的平底刀具开粗 参数如图,2:内弧面精修,采用D6R3的球刀爬,用环绕等距的走到方式,参数如下图,3:台阶面的加工,此处是二维的加工,比较简单。参数如下图,4:俩数字的加工,采用2MM铣刀加工、参数如下,到此,基本都加工完了。来看看加工过程中的图片,
《铜工艺品CNC雕刻加工》由会员宏扬****作室分享,可在线阅读,更多相关《铜工艺品CNC雕刻加工》请在金锄头文库上搜索。

机械工程师修炼必备知识55条!
成型刀具CAD绘图详细方法
北京精雕70详细二维刀路路径
铜工艺品CNC雕刻加工
平面零件常见刀具与方法
CNC手机装饰条-纹路铝条
手机侧装饰条铝材料CNC加工
手机铝指纹金属环CNC加工工艺
CNC铝合金手机侧键加工工艺全过程
铝卡托CNC加工工艺详细工艺全过程

mastercam9.1教程之档案转换导入文件

mastercam9.1教程之档案转换导入文件
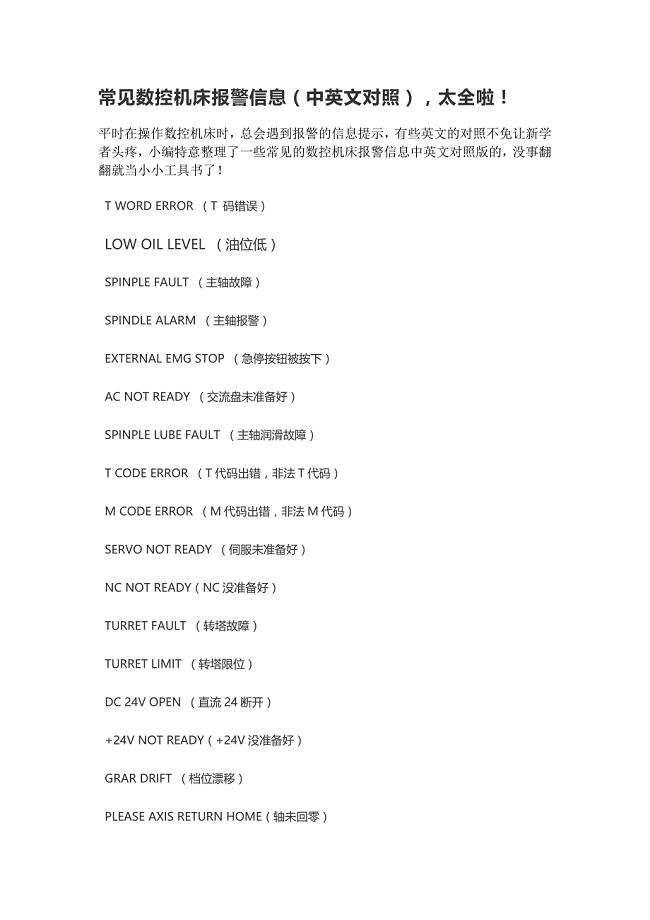
常见数控机床报警信息(中英文对照)太全啦!

数控铣削曲面加工走刀路线的选择
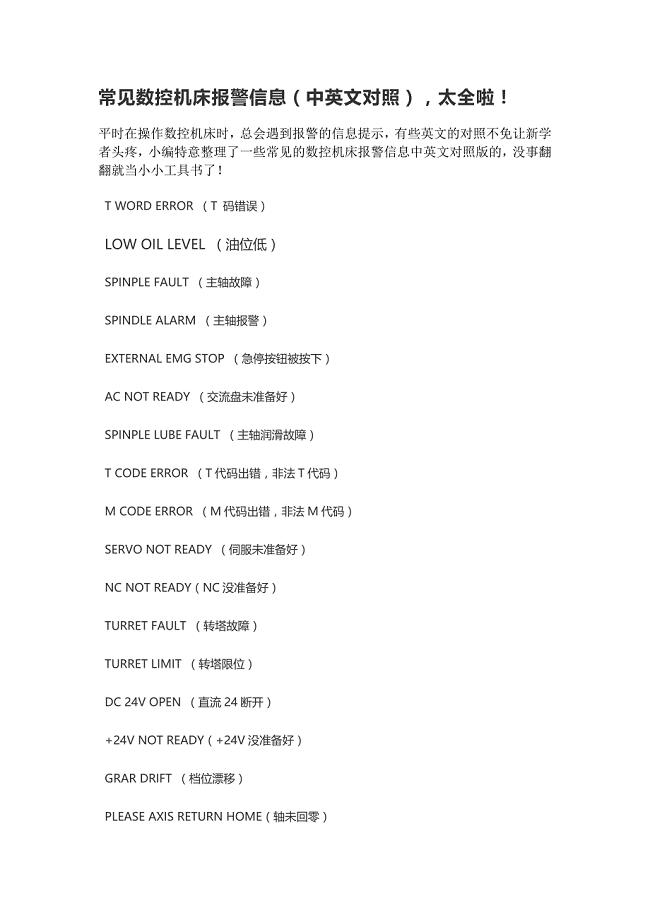
常见数控机床报警信息(中英文对照)太全啦!

mastercam后处理里面修改刀具信息

Mastercam编程的一般步骤
模具工厂CNC加工编程工艺与标准

mastercam9.1如何避免等高外形中刀路两边跑的问题

十种常用淬火方法汇总
 QWR型耐热潜水排污泵
QWR型耐热潜水排污泵
2024-05-04 8页
企业安全负责人教育培训
2024-02-20 58页
集中供热基础技术培训
2024-02-20 69页
流水施工(土木工程施工讲义)
2024-02-20 60页
工程质量管理职业标准培训
2024-02-20 78页
建设工程项目管理PPT培训讲义
2024-02-20 263页
陕建创优BIM质量样板
2024-02-20 165页
基坑排水与降水工程施工技术培训讲义(图文并茂)
2024-02-20 70页
机电安装细部做法(水、风)培训
2024-02-20 134页
缆索吊机与拱桥施工施工
2024-02-20 146页