
(机械制造行业 ) 典型零件的加工工艺分析热卖机械论文
36页
1、目 录前言 摘要关键词第一章 零件数控加工工艺分析 1.1零件图工艺分析1.2确定零件毛坯尺寸1.3加工余量的确定1.4确定零件的定位基准第二章零件加工工艺方案的制定2.1加工顺序的确定2.2零件加工方案第三章设备选择3.1选择机床3.2选择刀具3.3夹具的选择第四章车削用量的确定4.1主轴转速的确定4.2 进给速度的确定4.3 背吃刀量的确定第五章零件加工工艺文件5.1零件加工工艺过程5.2零件加工工序卡5.3 零件加工刀具卡第六章编写程序第七章 零件加工过程附图总结参考文献 后记 前言毕业设计是老师们教学过程中最后一个重要的实践性教学环节,目的是培养学生综合运用所学的基础理论、专业知识和基本技能,提高独立分析和解决实际问题的能力,是完成高等技术应用性人才基本训练和培养从事技术应用与技术推广工作的初步能力的一个重要的教学环节。因此,搞好毕业设计工作,对全面提高教学质量具有重要意义。毕业设计是高等职业教育教学计划的重要组成部分,是加强理论与实际相结合的实践性教学环节,是各专业的必修课程,在学生完成所有专业课程学习、结合毕业实习进行。大学生活即将结束,我们也将迎接的最后一次考验和竞争就是
2、毕业设计。这次毕业设计中,我的设计题目是:典型零件加工艺规程设计。由于设计的需要,我仔细研究了零件图,但在设计过程中,因自己经验不足,遇到了很多实际问题,使我体会到了在现场实习调研仅证明可不可以实干,而不能代表能不能干好。所以我积极与设计指导老师、操作指导老师沟通,在各位老师的全力帮助、指导下问题得到了全面解决,同时受到各位老师优良工作品质的影响,培养出了我缓中求稳、虚心求教、实事求是、一丝不苟的工作作风,并树立了明确的生产观、经济观和全局观,为今后从事工作打下了良好的基础。通过毕业设计,我真正认识到理论和实践相结合的重要性,并培养了我综合运用所学理论知识和实际操作知识去理性的分析问题和解决实际工作中的一般技术工程问题的能力,使我建立了正确的设计思想,掌握了工艺设计的一般程序、规范和方法,并进一步巩固、深化地吸收和运用了所学的基本理论知识和基本操作技能。还有,它提高了我设计计算、绘图、编写技术文件、编写数控程序、数控机床操作、实际加工零件和正确使用技术资料、标准、手册等工具书的独立工作能力,更培养了我勇于创新的精神及严谨的学风及工作作风。由于本人能力有限,缺少设计经验,设计中漏误在所难
3、免,敬请各位老师指正批评,以使我对自己的不足得到及时的发现并修改,也使我在今后的工作中避免再次出现。在这里,向在这次毕业设计中给予过我鼓励、指导及帮助的每位老师表示我虔诚和衷心的感谢!毕业设计是我们结束大学学习生活走向社会的一个中介和桥梁。毕业设计是我们大学生才华的第一次显露,是向祖国和人民所交的一份有分量的答卷,是投身社会主义现代化建设事业的报道书。撰写毕业设计是我们在校最后一次知识的全面检验,是对基本知识,基本理论和基本技能掌握程度的一次总测试。撰写毕业设计中需要将理论运用于实际操作中,并通过自己对知识的掌握和学习将零件的结构分析清楚。并进一步对其进行工艺分析。典型零件的加工涉及到我们数控知识的很多方面。首先必须能够作到:1. 合理选用材料和规定的相应热处理。 2. 合理选择加工设备与刀、夹、量具3:掌握综合零件类的加工工艺分析。4:能设计简单的夹具并选择相应的机床。5:能确定各工序有关的切削因素,能对加工质量进行分析处理。6:能熟练掌握基准的选择,掌握保证尺寸精度的技能技巧。此次设计典型零件加工方案的技能点主要在于圆弧的加工,带内孔零件的编程,深孔的加工,槽的加工,螺纹的加工。这
4、些都是我学习三年数控必须掌握的基础知识,也是考验我们是否能学以至用的时候。通过对需要加工的零件,进行结构与技术要求的分析和加工工艺的分析及刀具及机床的选择,使得自己对所学的知识做一次全面的总结。在这个过程中也了解到关于数控技能方面的一些操作规程。零件的结构关系着整个设计方案的设计思路和逻辑思维顺序,而技术要求则是在零件加工过程中要求零件的完整性与正确性,对材料的选择也是需要及其用心分析的。结构工艺则包括精度分析,粗糙度分析,尺寸标注应符号数控加工特点。而工艺规程设计则包括:1:基准的选择。2:加工方法的选择。3:划分加工程序。4:辅助工序。5:工艺路线制定分析。而在此过程中选择加工设备与刀,夹,量具是个十分重要的选择环节,加工为成品的零件若要达到预期的尺寸与精度,必须选择与其相应的精确的机床与刀具。而加工之前必须将工件所需要的夹具选定好,并且装夹好。而加工工艺设计则包括工序尺寸及公差计算,切削参数的计算,切削用量的计算,走刀路线的计算和时间定额计算。这些知识得到了充分的利用,也锻炼了我们三年来的运用数控的能力,当然还包括了对我们综合素质的考验,语言组织能力,逻辑思维能力等等。通过这次设
《(机械制造行业 ) 典型零件的加工工艺分析热卖机械论文》由会员梧***分享,可在线阅读,更多相关《(机械制造行业 ) 典型零件的加工工艺分析热卖机械论文》请在金锄头文库上搜索。
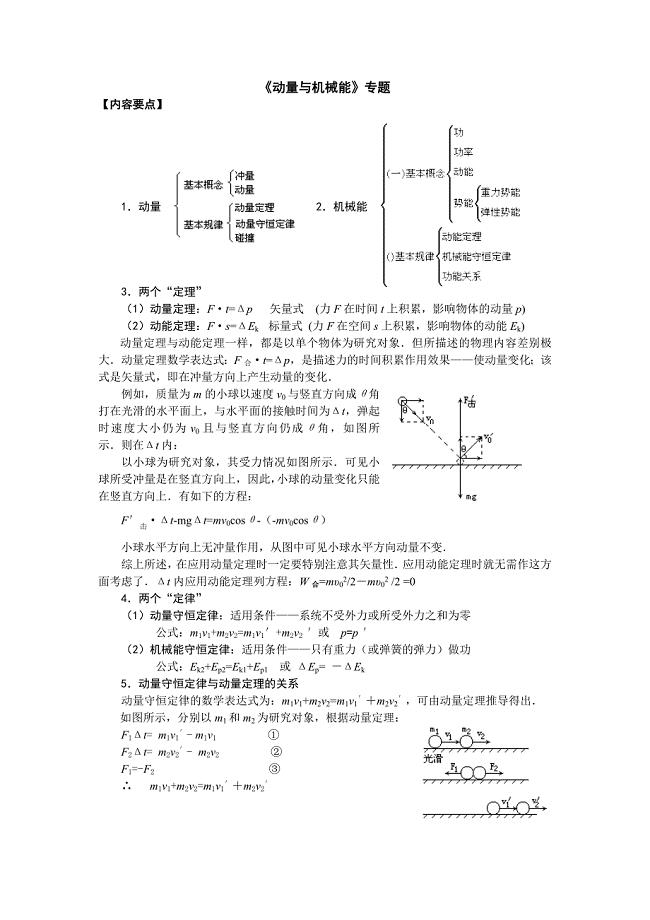
(机械制造行业 ) 动量与机械能专题

(机械制造行业 ) 仿真在机械运动系统中的应用

(机械制造行业 ) 丰田发动机机械参数手册(~)

(机械制造行业 ) 动能定理和机械能守恒

(机械制造行业 ) 从机械论到整体论

(机械制造行业 ) 东南技术学院机械系统化九十六学年度专题制作行事历

(机械制造行业 ) 动能定理和机械能守恒(教师)

(机械制造行业 ) 功、机械效率

(机械制造行业 ) 关于举办宁波市职校第四届师生机械CAD

(机械制造行业 ) 功、功率和机械效率

(机械制造行业 ) 东北林业大学机械设计基础试题及答案
(机械制造行业 ) 公司手机可靠性测试检验规范机械部分

(机械制造行业 ) 创新营销与营销实战技能(印刷机械)

(机械制造行业 ) 关于明确零星工作项目人工单价、停(窝)工人工、机械台班单价计
(机械制造行业 ) 关于如何确立秸秆发电行业原料储备战略实现一条龙机械作业的经验与

(机械制造行业 ) 功与机械效率精炼
(机械制造行业 ) 典型零件的加工工艺分析热卖机械论文
(机械制造行业 ) 功和机械能(附历年真题例题分析+随堂练习)人教版
(机械制造行业 ) 关于机械效率计算的常见错误分析

(机械制造行业 ) 从词义的转变看近代早期的机械论
 采矿承包合同书样板
采矿承包合同书样板
2023-08-31 6页
实验01 软件工程的计算环境
2023-11-02 6页
朋友合伙购房协议书范本
2023-09-12 4页
电动执行器工作原理要点
2023-12-01 15页
百校百物理年末考试优化重组卷专项12交变电流和传感器(教师版)
2022-07-21 15页
2021年分层走班教学实践总结
2023-10-18 5页
××公司面向企业可持续成长的文化大纲
2023-09-03 37页
内工纺织品行业及设计管理知识分析演讲稿
2023-10-26 77页
003团购职务说明
2023-07-11 5页
酒店房务部经理岗位职责规范
2022-07-23 2页