
硬聚氯乙烯风管施工工艺标准
9页
1、硬聚氯乙烯风管硬聚氯乙烯风管施工工艺标准 1 工艺流程 划线切割板材坡口加热成型法兰制作风管组配、 加固 检验存放 2 操作要点 (1) (1) 划线切割划线切割 1) 硬聚氯乙烯板制作风管时,其展开划线的方法和金属风管 相同。板材放样划线前,应留出收缩余量。每批板材加工前均应进行 试验,确定其收缩余量。 2) 放样划线时,应根据设计图纸尺寸和板材规格,以及加热 版箱、 加热机具等的具体情况,合理安排放样图形及焊接部位,应尽 量减少切割和焊接工作量。 3) 展开划线时应使用红铅笔或不伤板材表面软体笔进行。 严禁 用锋利金属针或锯条进行划线,不应使板材表面形成伤痕或折裂。 4) 纵焊缝不应设置在圆形风管的管底。 矩形风管底宽度小于板 材宽度不应设置纵焊缝,管底宽度大于板材宽度,只能设置一条纵 缝,并应尽量避免纵焊缝存在,焊缝应牢 固、平整、光滑。 5) 板材可用剪床、圆盘锯或普通木工锯进行切割。使用剪床进 行切割时,5mm 厚以下板材可在常温下进行;5mm 厚以上或冬天气温 较低时,应事先将板材加热到 30左右,再用剪床进行剪切,防止 材料碎裂。 6) 锯割时,应将板材贴在锯床表面上,均
2、匀地沿割线移动, 锯割的线速度应控制在 3m/rnin 的范围内,防止材料过热,发生烧 焦和粘住现象。切割时,宜用压缩空气进行冷 却。 (2) (2) 板材坡口板材坡口 1) 板材厚度大于 3mm 时应开 V 形坡口;板材厚度大于等于 5mm 时应开双面V 形坡口。坡口角度为7090。 2) 采用坡口机或砂轮机进行坡口时应将坡口机或砂轮机底板 和挡板调整到需要角度,先对样板进行坡口后,检查角度是否合乎 要求,准确无误后再进行大批量坡口加工。 (3) (3) 加热成型加热成型 1) 矩形风管:矩形风管的四角可采用煨角或焊接连接的方法。 当采用煨角时,纵向焊缝距煨角处宜大于 80mm。煨角时,在煨 角处进行局部加热,加热处变软后,迅速放在手动折边机上,把板 材煨成 90角,待加热部委冷却后,方可取出成型后的板材. 加热 煨折部位不得有焦黄、发白裂口。成型后不得有明显扭曲和翘角。 2) 圆形风绪加热成型时,将下好料的板材均匀加热,加热温 度控制在 130150,加热时间一般根据板材厚度确定,可参考表 4.3.4.5-1。 表 4.3.4.5-1 塑料板的加热时间(min) 板材厚度 (lif
《硬聚氯乙烯风管施工工艺标准》由会员万****分享,可在线阅读,更多相关《硬聚氯乙烯风管施工工艺标准》请在金锄头文库上搜索。
排水整治工程确保安全生产的技术组织措施
隧道辖区道路清扫保洁劳务保洁服务针对低温天气作业应急预案
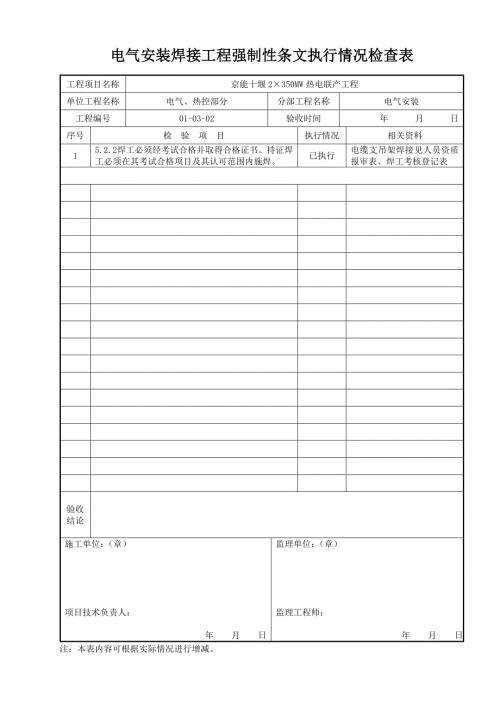
电气安装焊接工程强制性条文执行情况检查表
隧道辖区道路清扫保洁劳务保洁服务项目机械化保洁及垃圾清运过程应急处理预案
隧道辖区道路清扫保洁劳务保洁服务应急救援保障措施
城镇燃气经营安全重大隐患判定标准
市政道路及各项基础设施配套项目项目管理班子的人员岗位职责分工
养驴基地建设项目建设的有利条件和制约因素
养驴基地建设项目区基本情况及项目由来
锅炉受热面焊接工程强制性条文执行情况检查表
锅炉受热面焊接工程强制性条文执行情况检查表 (2)
烟风煤粉管道及附属结构焊接专业强制性条文执行情况记录检查表
养驴基地建设项目财务评价方案
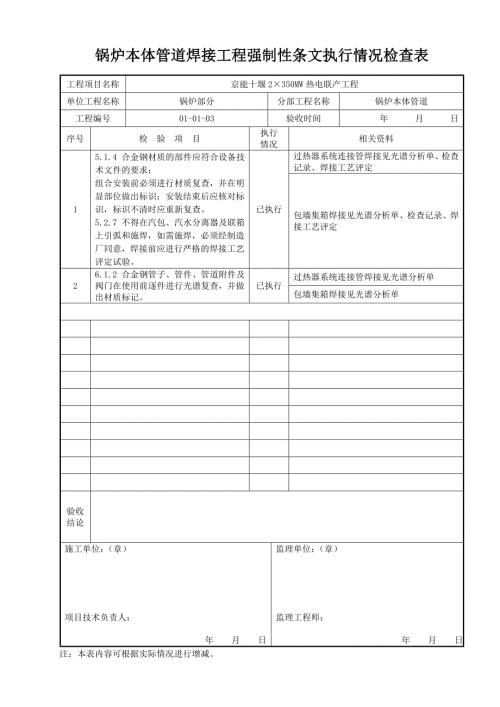
锅炉本体管道焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目环境保护评价方案
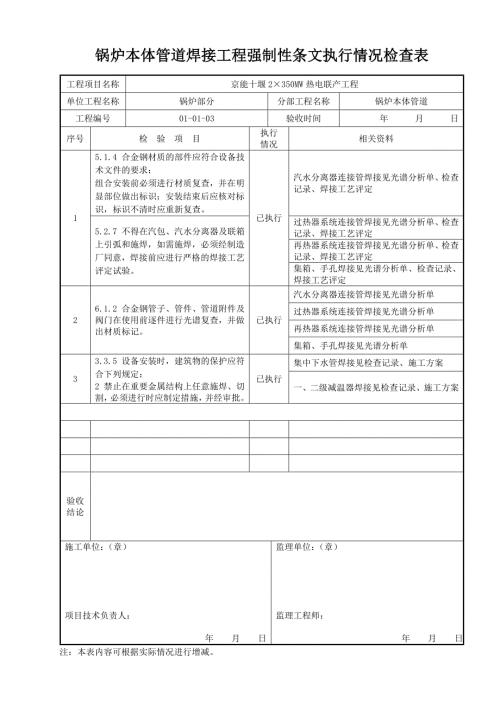
锅炉本体管道焊接工程强制性条文执行情况检查表
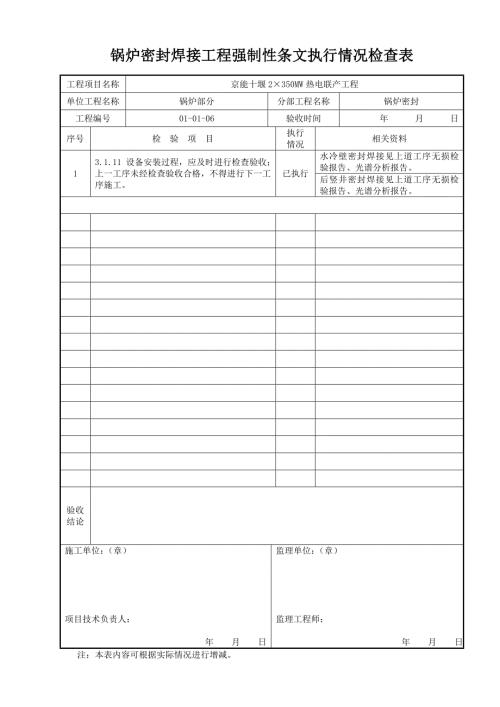
锅炉密封焊接工程强制性条文执行情况检查表 (2)
养驴基地建设项目建设内容方案
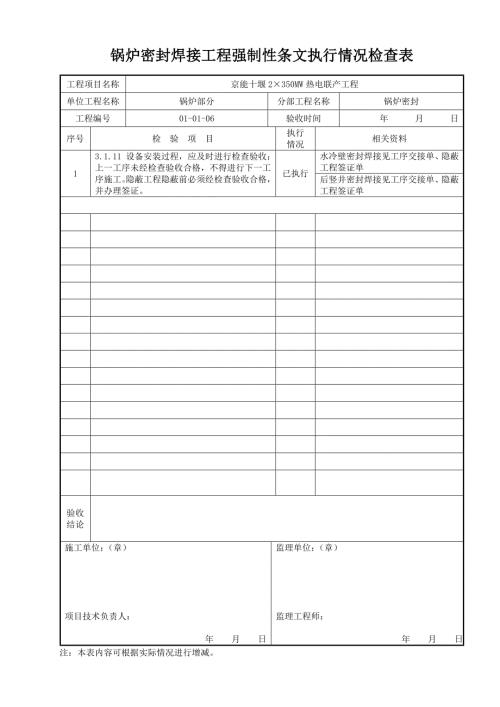
锅炉密封焊接工程强制性条文执行情况检查表 (3)
养驴基地建设项目管理方案
 国标热轧H型钢表
国标热轧H型钢表
2023-05-16 4页
标杆地产公司建筑工程施工工艺标准汇编(节点丰富 154页)
2022-03-07 156页
【建材行业计量技术规范项目建议书范例】 建材难燃设备校准规范-项目建议书
2020-02-21 2页
【建材行业计量技术规范项目建议书范例】 密封材料压缩回弹试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 混凝土抗渗仪校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 制动器衬片剪切强度试验机校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 智能坐便器能效水效测试装置校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 水嘴水效测试系统校准规范-项目建议书
2020-02-21 4页
【建材行业计量技术规范项目建议书范例】 泥浆粘度计校准规范-项目建议书
2020-02-21 3页
【建材行业计量技术规范项目建议书范例】 平板法导热系数测试仪校准规范- 项目建议书
2020-02-21 3页