
线圈绕制作业指导书
18页
1、线圈绕制作业指导书1. 范围:本守则适用于电压等级15kV及以下,容量3000kVA及以下卧式变压器,高压为多层方筒式线圈,低压为饼式线圈的绕制。2. 设备、工具与材料:2.1 设备:绕线机、撑胎、放线架、张紧装置、计数器、行车。2.2 工具:折弯工具、克丝钳、木锤、千分尺、外卡、卷尺、剪刀、打胶枪、焊接支架。2.3 材料:Nomex纸、玻璃丝粘带、H级热缩带、电磁线、硅胶、L型母排。3. 工艺准备:3.1 首先自检导线,导线的规格应符合产品图样要求。认真识图,明确技术要求和操作方法,按照图样操作。3.2 检查使用工具和设备是否完好可用,若发现工装设备有故障或损坏时,要及时检修以免在绕制过程中发生危险。3.3 检查绝缘筒的几何尺寸是否符合图样规定,质量是否合格;检查合格后根据图纸要求分方,用红蓝铅在绝缘筒上做出标记,将撑条摆放整齐,一侧平面上全部打上硅胶备用。3.4 按图纸要求长度截取分接线,分接线轴向引出要求高出绝缘筒400mm,包扎绝缘,包扎厚度:0.08mmNomex纸单层半叠6层。包扎距离:超出绝缘筒端部40mm,包扎应紧密无空腔。4. 工艺过程:4.1 将绝缘筒用撑胎撑紧上到
2、绕线机上,两人分别将一盘热缩带缠绕在绝缘筒的端部并用力勒紧,一边点动绕线机一边将撑条对准标记粘接在绝缘筒上,同时用热缩带压住撑条,高压绝缘筒会高出撑条80mm,要求放置撑条时两端部各高出40mm,将所有撑条都放置到位后,热缩带继续缠绕6-8圈绑紧撑条。4.2 将电磁线由线盘拉出;按图样规定绕向折弯,(绕向原则:左起右绕向,右起左绕向),用折弯工具折成90弯出头,出头长度应达到图样规定的尺寸。出头绝缘包扎:0.08的NOMEX纸单层半叠包扎6层,包扎长度伸出线圈端部50mm。4.1 依照图纸要求在绝缘筒上标记出线圈出头位置,将出头拉至标记位置,用玻璃丝布粘带临时固定,在折弯处预压热缩带,折双斜拉住出头,长度:300mm。(待绕至第二匝时将预压拉紧带拉紧并在第二匝线上缠绕一圈后压在线匝与撑条之间,第三匝绕制此处时将拉紧带翻上来,第四匝时再翻下并剪断尾部。)4.2 首末端加包匝绝缘,采用0.05mmNOMEX纸单层半叠包扎一层,包扎匝数按图纸要求。4.3 气道上第一层端绝缘与线匝固定方式用“8”字绑扎处理工艺,将端绝缘起头修剪成圆角和首匝导线用无碱带进行8字绑扎固定,绑扎不宜过紧,边绕边轴向
3、靠紧;绕到每层最末匝时,用与起端相同的方法绑扎固定端绝缘。4.4 绕制导线到升层时,放置层间绝缘,纸的张数及宽窄按图样规定,宽度略小于线圈的轴向尺寸2-3mm。其层间绝缘各张之间端头要互相错开510,每张绝缘纸首尾搭接不小于10。(见图2)层间绝缘裹制时应抚平,绑紧,防止绕至末端时层间绝缘起皱。(照片)4.5 当绕到层间气道时,按图样规定尺寸放置绝缘纸和撑条(内外撑条位置要垂直对应),并在中部用布带临时绑扎,当导线绕制到中部附近时,拆去临时布带。在升层起头处,采用0.05mmNOMEX纸双层半叠包扎一层,以撑条为中心长约50,以加强该处的绝缘,然后继续绕制。4.6 相邻升层间,端绝缘的位置应相互错开(即:端绝缘的搭头不能处于同一位置,位于小面中间撑条的两边),以免增大该处辐向尺寸。4.7 在绕制过程中,要保证导线张紧,每层的匝数严格按照图纸要求绕制,不得随意调整每层匝数。用靠板将导线靠紧,整个线圈要牢固、紧实。4.8 线圈绕至分接处,按图纸要求位置在电磁线上做好标记。4.9 线圈绕制最外一层时按图纸要求将分接头由轴向引出,首先用红蓝铅在线圈上标记引出位置,在导线上标记出每根引线的焊接位
4、置,去除焊接处导线绝缘,点动绕线机倒车将焊接处退至焊接支架上,将准备好的引线焊接端打磨尖角毛刺,将引线压在导线平面上方,搭接长度应为导线宽度(若为多根并绕,搭接长度为并列宽度),焊接处焊液应饱满,不得有虚焊,焊孔出现,焊接结束后立即撒水冷却,防止氧化,然后用棉布擦去水滴,用砂纸打磨碳化层(若为铜铝焊应避免焊接根部的折弯),将焊接处绝缘包扎,导线上包扎厚度:0.08mm Nomex纸单层半叠2层,引线上包扎厚度:0.08mm Nomex纸单层半叠6层。引线上下各垫一张0.5mmNomex纸。4.10 线圈尾头折90弯引出,包扎绝缘同分接引线,采用粘带绑扎固定。4.11 线圈绕制完成后,外表面用无碱带半叠包绕一层,端部可略多绕12层。4.12 线圈各个有关尺寸偏差应符合相对应质检卡的要求规定。4.13 检查合格后将绕制低压线圈所用材料,工具备齐,在梳型撑条及辅助撑条背面涂上硅胶备用。4.14 以绕制合格的内部线圈为骨架,用H级热缩带缠绕绑扎撑条,撑条位置与高压线圈撑条位置上下垂直对应,在撑条外围裹制外线圈的绝缘筒,采用H级热缩带缠绕固定0.05mm Nomex纸来制作绝缘筒,两人各用一盘热
《线圈绕制作业指导书》由会员QY****n分享,可在线阅读,更多相关《线圈绕制作业指导书》请在金锄头文库上搜索。

注册审核员考试试题之合格评定基础分章题库
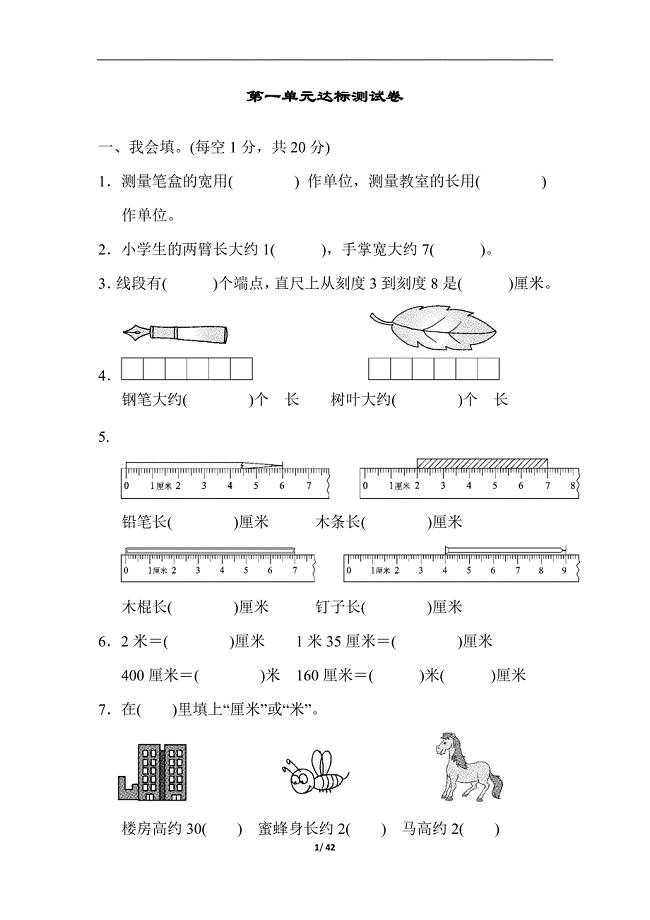
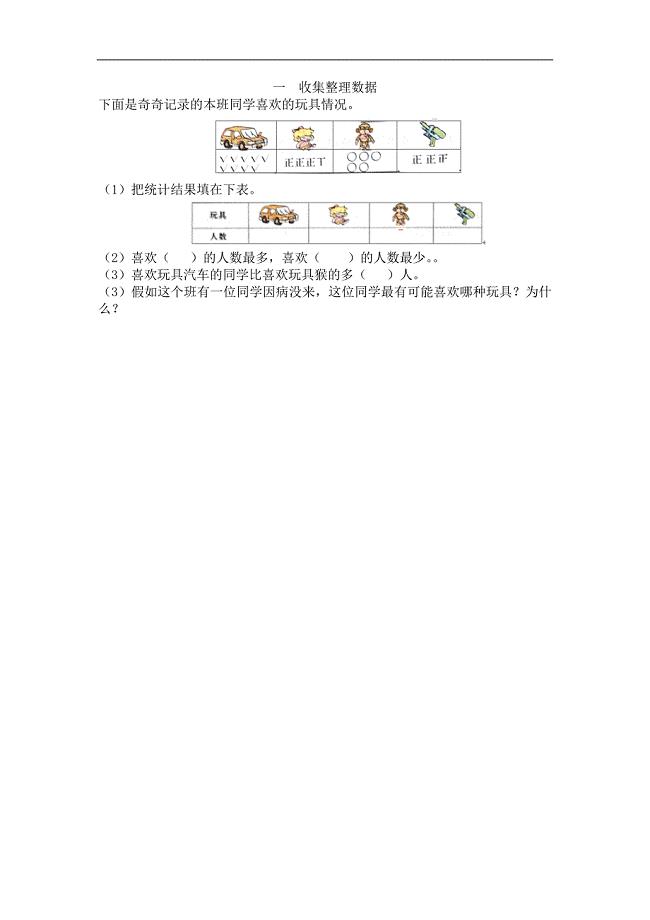
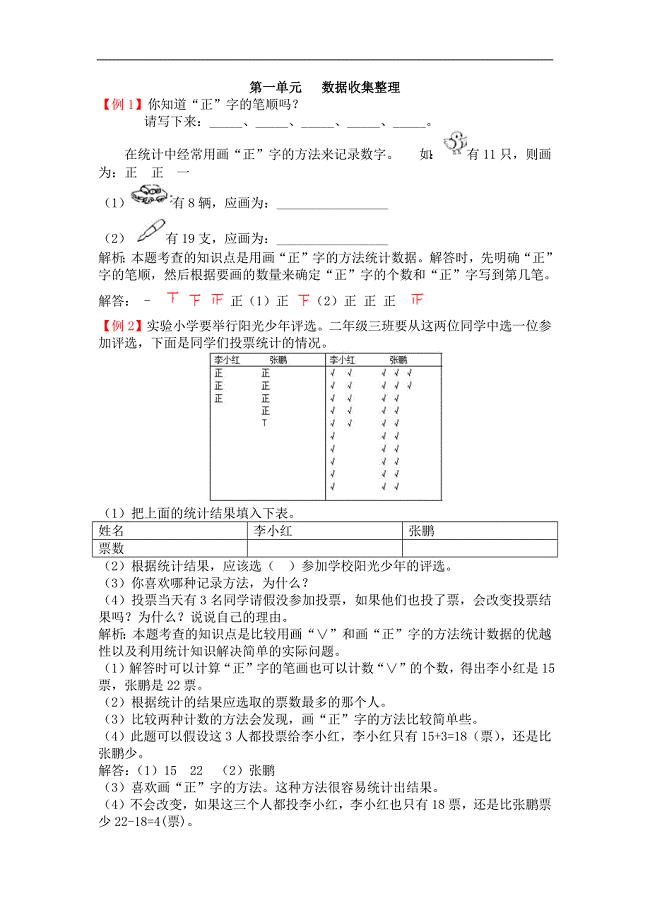
人教版小学数学二年级上册各单元达标测试卷汇编

人教版小学数学二年级上册各单元测试卷汇总
人教版二年级数学下册衔接题汇编

文言文阅读练习题及答案:申屠丞相嘉

新人教版小学一年级下学期数学期中测试题(含11套试题)

文言文阅读练习题及答案:三峡
人教版小学数学二年级下册爬坡题汇总

文言文阅读练习题及答案:识伯修遗墨后(

文言文阅读练习题及答案:盛文肃察人

人教版一年级上册《数一数》数学教案

陶氏义庄碑记翻译及练习题

文言文:灵陈书列传第三阅读练习题及答案
人教版小学数学二年级下册练习汇总(各知识点专项练习16套含答案)

文言文:愚人食盐翻译及练习题

文言文:误认阅读练习题及答案

文言文:灵壁张氏园亭记阅读练习题及答案
人教版小学数学一年级下册各单元达标测试卷汇编
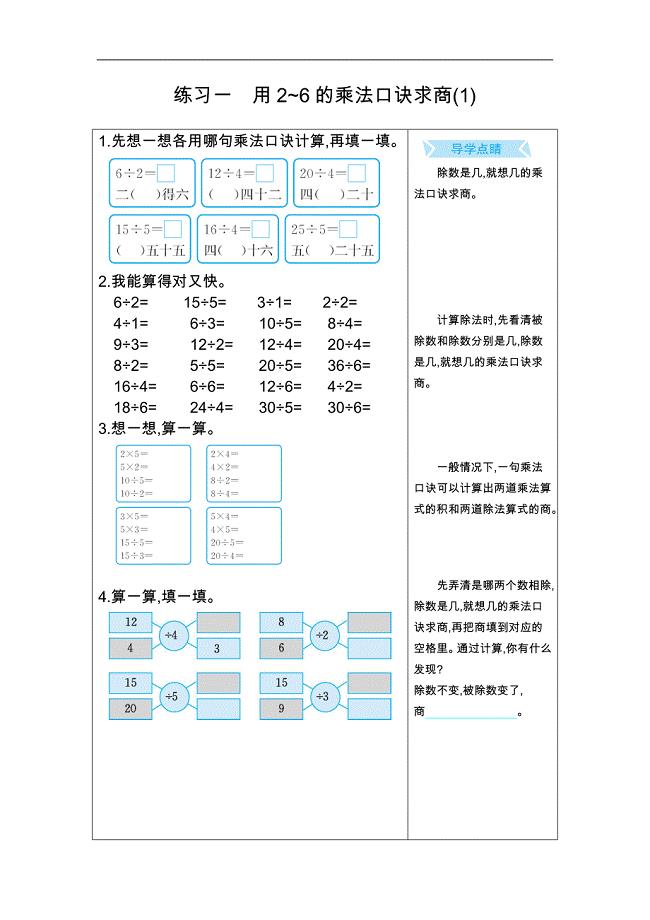
人教版小学数学二年级上册课时练汇编

人教版一年级数学下册解决问题练习题及十几减5、4、3、2练习题
 食品企业优秀质量管控经理经验总结及高效工作手册清单
食品企业优秀质量管控经理经验总结及高效工作手册清单
2024-02-23 13页
油炸肉制品加工技术要领分解及经典配方
2024-02-23 15页
肉品滚揉工艺参数最佳设置方案及原理
2024-02-23 6页
食品加工(餐饮)关键环节标准化操作规程
2024-02-23 7页
食品油炸技术发展及智能化油炸设备
2024-02-23 10页
食品加工企业库存及设备管理制度大全
2024-02-23 7页
食品企业仓库精益管理要点分解
2024-02-23 9页
食品加工各环节标准化污染控制措施
2024-02-23 4页
食品企业5S现场巡察判定清单
2024-02-23 5页
结合最新法规的《食品安全法相关知识试卷》
2024-02-23 6页