
机械制造技术课程设计-总泵缸体加工工艺及钻M12螺纹孔夹具设计
18页
1、辽宁工程技术大学课程设计一、 设计题目 总泵缸体零件的机械加工工艺规程及工艺装备设计全套图纸加扣3012250582 二、原始资料(1) 被加工零件的零件图 1张(2) 生产类型:(中批或大批大量生产)三、上交材料1绘制零件图 1张2毛坯图 1张3编制机械加工工艺过程综合卡片 1套4编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片) 1套5绘制夹具装配图(A0或A1) 1张6绘制夹具中1个零件图(A1或A2。装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。 1张7编写课程设计说明书(约5000-8000字)。 1份四、进度安排本课程设计要求在3周内完成。1第l2天查资料,熟悉题目阶段。2第37天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。3第810天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。4第1113天,完成夹具总装图的绘制。5第1415天,零件图的绘制。6第1618天,整理并完成设计说明书的编写。7第19天,完成图纸和说明书的输出打印
2、。8第2021天,答辩五、指导教师评语成 绩: 指导教师日期摘要这次设计的是总泵缸体。包括零件图、毛坯图、装配图各一张,机械加工工艺过程卡片和与工序卡片各一张。根据零件的性质和零件图上各端面的粗糙度确定毛坯的尺寸和机械加工余量。最后制定该工件的夹紧方案,画出夹具装配图。机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次实际的训练,从中锻炼自己分析问题、解决问题的能力。由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。AbstractThe master cylinder is designed. Including spare parts map, blank map, an assembly of all, machining processes and process the card and a card each. Accor
3、ding to the nature of parts and components map to determine the roughness of the rough end of the size and allowances. Finalization of the cap and push-rod technology road map, the development of the clamping of the work piece program, draw fixture assembly. Machinery Manufacturing Technology curriculum design is that we learn all over the University of basic courses, technical courses in basic subjects, as well as after the majority. This is our graduation project in the school prior to the cou
4、rse of an in-depth and comprehensive review of the total, is also a theory with practice and training, therefore, its four years of university life, we occupy an important position. For me personally, I hope that through the curriculum design of their future work to conduct a practical training, to exercise their own analysis, problem-solving abilities. As a result of capacity constraints, the design there are many deficiencies, I urge you to give guidance to teachers.目录1、零件分析61.1零件工作原理61.2 零件工艺
《机械制造技术课程设计-总泵缸体加工工艺及钻M12螺纹孔夹具设计》由会员M****1分享,可在线阅读,更多相关《机械制造技术课程设计-总泵缸体加工工艺及钻M12螺纹孔夹具设计》请在金锄头文库上搜索。
图书管理员工作计划模板(三篇)
高考完型填空技巧
初级会计工作总结(2篇).doc
建筑声学家徐亚英
职业病防治宣传教育培训制度(五篇).doc

个人股份转让合同电子版(5篇).doc
2012新版一年级数学上册教案完整版
易货公司易货平台专用易货业务文案自媒体素材短视频朋友圈
勾股定理及其逆定理复习典型例题
初三年级化学上学期期中考试复习知识点和习题
培训机构教质岗位设置与规范
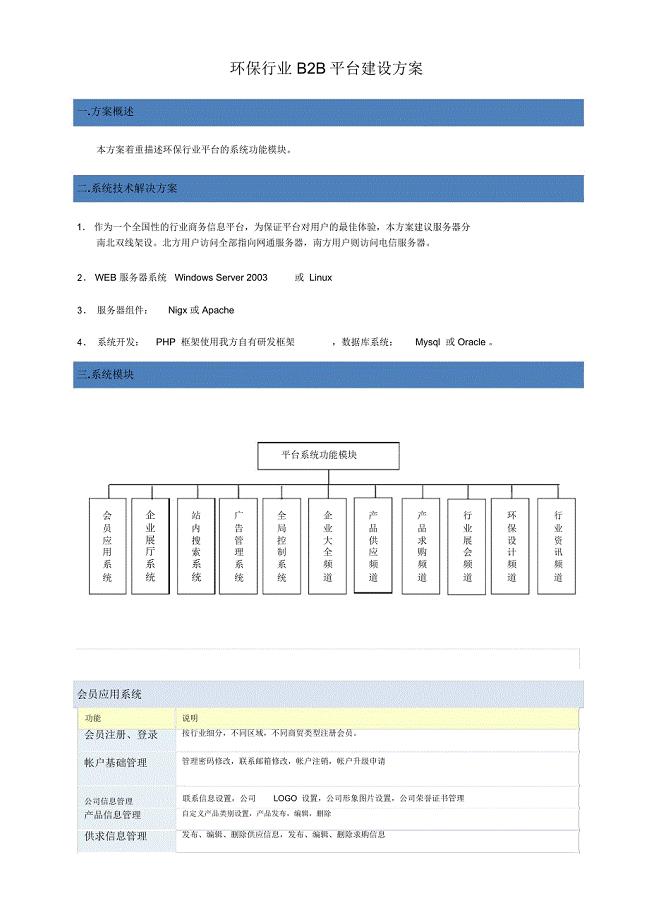
环保行业B2B网站建设方案
感人的大学毕业留言
学前教育宣传月活动实施方案幼儿园学前教育宣传月活动实施方案
高中语文压缩语段练习题
精选周记中学汇编七篇
春雨小学四年级作文500字优秀范文
小班教育随笔 (2)

我心爱的铅笔盒
安全管理之油库加油站安全消防给水与灭火剂
 酒店实习生问卷调查表
酒店实习生问卷调查表
2022-11-16 3页
我国人事档案管理制度改革方向的探索 ——从构建新型国家与公民关系的角度
2024-01-29 17页
合肥市政府购买社会工作服务的困境与对策研究
2023-11-27 16页
学年论文-国有企业绩效考核问题及对策研究
2024-02-04 14页
2019电大本科计算机网考操作题题库及答案参考必考重点(绝对权威).doc
2022-11-01 23页
部编版一年级语文上册期中复习.doc
2024-01-31 6页
技术发展绩效分析表
2022-07-31 2页
毕业设计(论文)-弹射式自动投石器的设计(全套图纸)
2022-12-28 20页
铝合金门窗工程报价规范方案(精华版)
2024-01-28 9页
开题报告-汽车安全系统的发展与研究
2023-08-22 3页