
普通钻床改造为多轴钻床
14页
1、目录1 中文摘要2ABSTRACT2第 1 章 绪纶311 多轴加工应 312 多轴加工的设备 4 13 多轴加工的趋势 5第2章 普通钻床改为多轴钻床 62 1 生 产 任 务 622 普通立式钻的选型6第 3 章 多轴齿轮传动箱的设计731 设计前的准备7第4章 多轴箱的结构设计与零部件图的绘制 144. 1箱盖、箱体和中间板结构1442多轴箱轴的设计 144.3 轴坐标计算30第 5 章 导向装置的设计 31第 6 章 接杆刀具31外文文献3 136鸣 谢 37参考文献37中文摘要本设计是关于普通钻床改造为多轴钻床的设计。普通钻床为单轴机床,但安装上多轴箱就会成为多轴的钻床,改造成多轴钻床后,能大大地缩短加工时间,提高生产效率。因此本设计的重点是多轴箱的设计,设计内容包括齿轮分布与选用、轴的设计、多轴箱的选用、导向装置设计等。关键词: 多轴钻床;生产效率;多轴箱AbstractThe design is about reconstructing the ordinary drill to a multiple drill. The ordinary drill is a sing
2、le drill. It will improve its productive efficiency, shorten its processing time if assembled a multiple spindle case on. That so calls a multiple drill. Hereby, the keystone of this design paper is how to design a multiple spindle heads. The design subjects include the selection and distribution of gear wheel, the design of spindle, and the guiding equipment and selection of the multiple spindle heads, etc.Key words: multiple drill; productive efficiency; multiple spindle heads普通钻床该为多轴钻床第 1 章 绪
3、论1.1 多轴加工应用据统计,一般在车间中普通机床的平均切削时间很少超过全部工作时间的15%。其余时间是 看图、装卸工件、调换刀具、操作机床、测量 以及清除铁屑等等。使用数控机床虽然能提高 85%, 但购置费用大。某些情况下,即使生产率高,但加工相同的零件,其成本不一定比普通机床低。 故必须更多地缩短加工时间。不同的加工方法有不同的特点,就钻削加工而言,多轴加工是一种 通过少量投资来提高生产率的有效措施。1.1.1 多轴加工优势虽然不可调式多轴头在自动线中早有应用,但只局限于大批量生产。即使采用可调式多轴 头扩大了使用范围,仍然远不能满足批量小、孔型复杂的要求。尤其随着工业的发展,大型复杂 的多轴加工更是引人注目。例如原子能发电站中大型冷凝器水冷壁管板有15000个巾20孔,若以 摇臂钻床加工,单单钻孔与锪沉头孔就要 842.5 小时,另外还要划线工时 151.1 小时。但若以数 控八轴落地钻床加工,钻锪孔只要 171.6 小时,划线也简单,只要 1.9 小时。因此,利用数控控 制的二个坐标轴,使刀具正确地对准加工位置,结合多轴加工不但可以扩大加工范围,而且在提 高精度的基础上还能大大
4、地提高工效,迅速地制造出原来不易加工的零件。有人分析大型高速柴 油机30 种箱形与杆形零件的 2000 多个钻孔操作中,有 40%可以在自动更换主轴箱机床中用二轴、 三轴或四轴多轴头加工,平均可减少 20%的加工时间。1975 年法国巴黎机床展览会也反映了多轴 加工的使用愈来愈多这一趋势。1.2 多轴加工的设备多轴加工是在一次进给中同时加工许多孔或同时在许多相同或不同工件上各加工一个孔。 这不仅缩短切削时间,提高精度,减少装夹或定位时间,并且在数控机床中不必计算坐标,减少 字块数而简化编程。它可以采用以下一些设备进行加工:立钻或摇臂钻上装多轴头、多轴钻床、 多轴组合机床心及自动更换主轴箱机床。甚至可以通过二个能自动调节轴距的主轴或多轴箱,结 合数控工作台纵横二个方向的运动,加工各种圆形或椭圆形孔组的一个或几个工序。现在就这方 面的现状作一简介。1.2.1 多轴头从传动方式来说主要有齿轮传动与万向联轴节传动二种。这是大家所熟悉的。前者效率较高,结构简单,后者易于调整轴距。从结构来说有不可调式与可调式二种。前者轴距 不能改变, 多采用齿轮传动,仅适用于大批量生产。为了扩大其赞许适应性,发展
《普通钻床改造为多轴钻床》由会员cl****1分享,可在线阅读,更多相关《普通钻床改造为多轴钻床》请在金锄头文库上搜索。
2020男方出轨离婚协议书范文
漫话邮政教学设计

2022年企业新年开工的致辞范本
教你如何写作文
2022年四季度全国企业景气调查报告

难忘的第一次作文300字5篇
知识产权合作协议电子版(九篇)
船舶检验工作管理暂行办法
幼师实习工作总结(2篇).doc
中国石油大学(华东)23春“石油工程”《采油工程》补考试题库附答案
超市员工年终考核工作总结(3篇).doc
有关父亲节的随笔初中作文7篇
2020初中教师读书心得10篇
酒店经理个人年终工作总结样本(7篇).doc
机械原理最全复习资料以及考试题和答案
班主任学期工作总结毕业班幼儿园(2篇).doc
2022年(秋)一年级语文上册 识字(二)8 小书包教案 新人教版
联合经营工程项目协议书
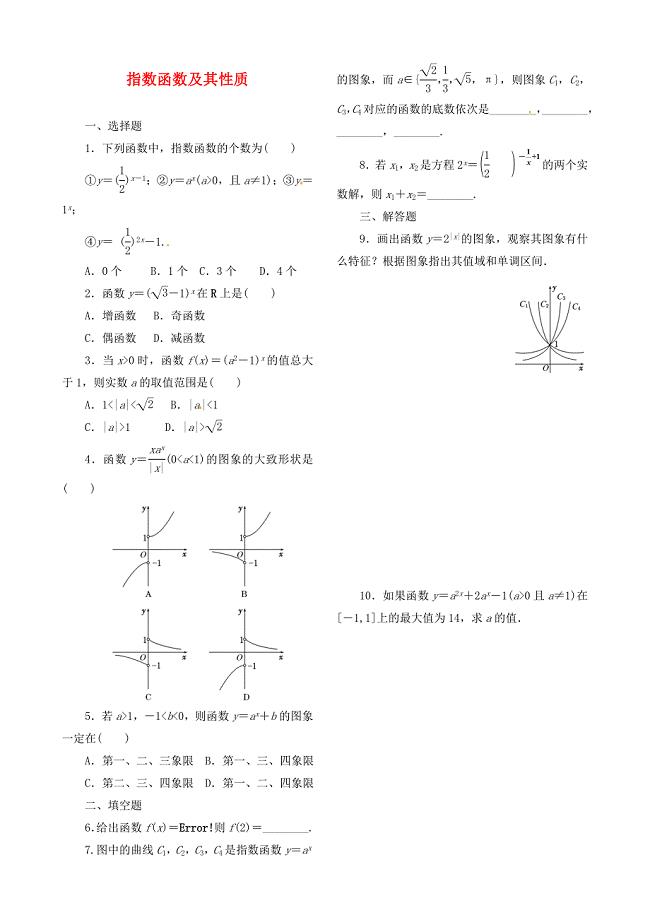
2015高中数学2.1.2第1课时指数函数及其性质课时跟踪检测新人教A版必修1
2023年篮球比赛开幕式主持词(必备8篇)
 基于S7-300的双容水箱液位控制系统
基于S7-300的双容水箱液位控制系统
2022-11-30 34页
暖通空调的基本概念
2023-09-13 5页
Q 先进陶瓷材料
2023-02-17 9页
混凝土截排水沟
2023-05-02 2页
大厦入住装修管理规定
2023-10-09 25页
文具标准汇编
2023-11-16 18页
青山隧道二衬渗漏水处理方案
2024-01-25 7页
负荷分级及供电要求
2024-01-10 14页
电力隧道方案
2023-10-03 46页
ChinaNet无线WIFI上网教程2012
2024-02-18 11页