
汽车制造工艺学课程设计-16006阀体加工工艺及钻4-φ8H8孔夹具设计
24页
1、阀体加工工艺及钻4-8H8孔夹具设计姓名学生姓名学号*学院*专业班级*指导教师指导教师姓名 (职称)年 月 日目 录1 绪论11.1本课题的研究背景及意义11.2 本课题国内外研究概况12 阀体零件加工工艺设计32.1 零件的分析32.1.1 零件的作用32.1.2 分析零件的工艺32.2 阀体零件基准的选择42.2.1 确定粗基准42.2.2 精基准42.3 阀体零件加工工艺路线52.4 毛坯的确定62.5 确定用量及基本工时63 钻孔夹具设计(钻4-8H8孔)173.1专用夹具的提出173.2定位分析173.3分析计算定位误差173.3.1基准位移误差173.3.2基准不重合误差173.4夹具的夹紧方案183.4.1选择夹紧方案183.4.2切削力和夹紧力的计算183.5导向元件的设计183.6夹具设计及操作简要说明20总结21参考文献22全套图纸加扣 3346389411或3012250582I阀体加工工艺规程及夹具设计1 绪论1.1本课题的研究背景及意义在机床中阀体是一个不可缺少的重要零件,和其它操作零件相连接,利用自身的自锁功能,零件阀体的作用不可忽视,它的制作精度高地,工作
2、寿命以及使用性能有着直接影响,因此在设计阀体时要特别注意其精度的设计。现在电子工程技术发展的速度越来越快,其中机械自动化的发展尤为突出,对于较大的机械加工,夹具的使用就变得很重要。夹具运用到机床生产中,在很大程度上推动力机械行业的发展,使机械生产的效率提高,产品精度提高,生产周期缩短,并大大减少了制作费用。由此可知,夹具在机械生产中的重要性。通过机械来加工零件,工件的品质很大程度通过加工工艺来决定,若生产的工件,需要满足某些特定的加工要求,在生产过程中,就需要使用一种工艺装置夹具。夹具运用于生产,不仅可以确保产品的品质、减少操作人员的工作量,还能对工件进行检测。一名合格的机械设计师,产品的工艺分析和夹具设计相关知识都是必须要掌握的。此次设计可以让设计者熟悉机械生产的步骤,对以后的工作与学习有很大的帮助。夹具在与机床匹配使用时,每一个部件需要满足设计要求,这样在与机床配合生产时,才能让产品的精度更高,制造效率更高,加工费用减少。设计机床上使用的夹具时,务必要对生产过程,加工要求,所用机床的各项参数进行了解,才能设计出更符合生产要求的工艺装备。1.2 本课题国内外研究概况从上个世纪末期至今
3、,自动化生产经历了快速发展的20年,在这20年中,机械生产不断取代人工操作,随着产品需求量越来越大,整个生产的自动化程度也在不断提高。自动化的机械生产,在提高经济效益的同时,让产品的精度更高,生产费用更低,创造力更大的经济效益。由此可知,自动化在机械生产中的重要性。自动化生产的优点显而易见,因此越来越多的企业纷纷的开发了自动化生产线。利用人工与自动化相结合,不仅让生产速度更快,整个生产的灵活性也更高。从企业自动化的生产来看,现在自动化生产的特点有一定的复杂性与多变性。机床在机械工程中的运用范围特别广泛,最主要的体现是在零部件的制造上:汽车生产中所需的各种类型零部件,其他交通运输设备中零件的批量生产,因此很多企业在生产时,选用了自动化与智能化更高的机床,这样不仅可以提高生产效益,同时也能让企业在市场上更具竞争力。 2阀体加工工艺规程及夹具设计2 阀体零件加工工艺设计2.1 零件的分析2.1.1 零件的作用本次课题要对阀体进行设计。此零件在机床中是一个不可缺少的部件,和其它操作零件相连接,利用自身的密封功能,实现对密封性进行的控制。在变速箱之中,操作零件阀体的作用不可忽视,它的制作精度高地
4、,对变速箱的工作寿命以及使用性能有着直接影响,因此在设计阀体时,要确保其精度要求。 2.1.2 分析零件的工艺观察零件图,可知本次设计的零件,其主要的加工部分是平面与孔,这些需要制作的平面与孔之间存在一定的位置关系。下面进行详细分析: 1、16孔面2、钻45孔3、钻攻M4孔4、钻扩55.4孔 表2-1 每个表面的规格与精度要求表面规格精度表面要求85mm两侧平面85精度要满足IT8表面要满足Ra3.2m宽45mm台阶平面45精度要满IT8表面要满足Ra3.2mAB平面表面要满足Ra3.2m钻攻M4孔M4精度要满IT8表面要满足Ra6.3m2.2 阀体零件基准的选择2.2.1 确定粗基准工件通过夹紧进行安装,夹具在构造上是否复杂也会受到定位基准的影响。在进行首个工序制作时,需要确定一个定位基准,大多会选用没有制作的面来用,这就是粗基准。对粗加工期间的基准进行确定时,需要让每一个制作的面,留有合理的余量,让生产与不生产的面两者间的相对位置,满足设计需要。确定粗基准,有以下原则:1、若需要让产品重要面的生产余量不大且匀称,以此重要面为粗基准即可。在产品生产时,制作精度或者是面部有一定要求的面
《汽车制造工艺学课程设计-16006阀体加工工艺及钻4-φ8H8孔夹具设计》由会员公****分享,可在线阅读,更多相关《汽车制造工艺学课程设计-16006阀体加工工艺及钻4-φ8H8孔夹具设计》请在金锄头文库上搜索。
对《一元二次方程》的教学建议

北京某仪器公司人员招聘管理制度
行政助理2022年度工作计划
广州市初中数学青年教师解题比赛试卷
安康双创宣传教育工作任务一览表
整式地乘法和因式分解纯计算的题目100道

营销管理目的1
诸城市制造业技能培训项目投资决策报告【模板范文】
幼师个人总结范例
财务部季度工作计划参考样本(四篇).doc
二手房购房定金合同3篇
《史记陈丞相世家》阅读答案及原文翻译
梅州信息安全设备项目招商引资方案_模板范文
2023幼儿园大班教师下学期工作计划(二篇).doc
《范进中举》说课稿
房子赠与合同怎么写.doc
安全生产事故灾难应急救援预案
幼儿教师个人发展规划总结(2篇).doc
抗菌药物处方权试卷及答案
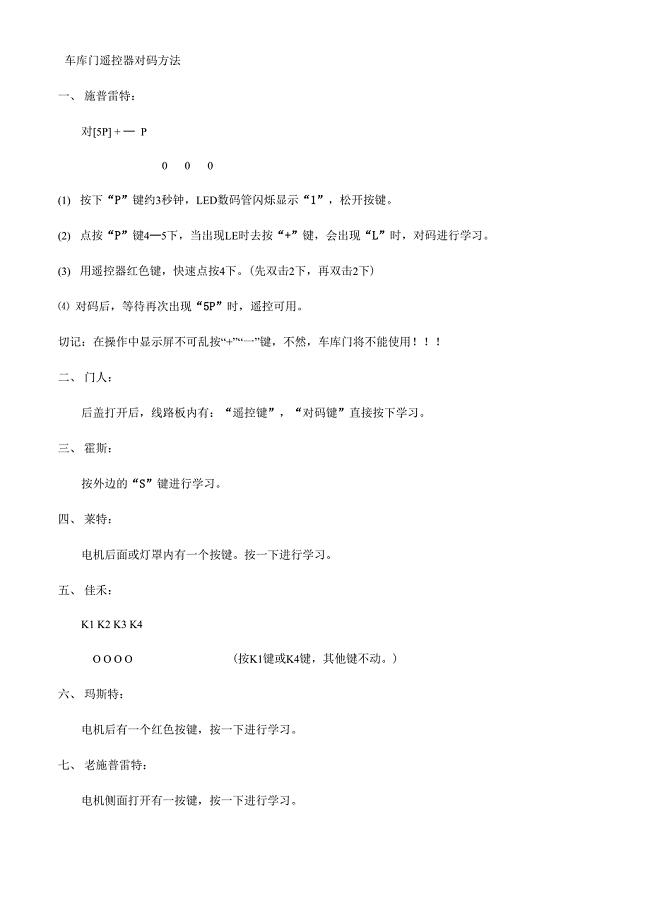
车库门各种遥控器对码方法
 上市公司会计信息质量相关问题研究
上市公司会计信息质量相关问题研究
2022-12-12 18页
房地产广告营销风险及其对策研究
2023-06-29 33页
泥浆池施工方案
2022-10-27 5页
基于GIS的高速公路日常调度与指挥系统研究
2023-09-01 55页
国际投资中自然灾害的风险及其管理
2023-01-20 8页
基于嵌入式系统的LCD电子时钟设计
2024-02-07 32页
2019年巩固提升脱贫攻坚工作成果实施方案
2023-10-18 24页
基于单片机的数字温度计的系统设计开题报告
2023-10-26 3页
毕业设计(论文)开题报告-柴油动力微型客车汽车总体布置设计
2023-01-05 3页
一次函数综合测试题及答案
2023-07-06 6页