
摩根中心一期工程写字楼箱型柱工艺制作施工方案典尚设计
21页
1、北京建工精工钢结构有限公司 文件编号:北 京 建 工 精 工 钢 结 构 有 限 公 司 BEIJING JIANGONG JINGGONG STEEL BUILDING Co.,ltd箱 型 柱 工 艺 制 作 方 案工程名称: 工程编号: 编 制: 审 核: 批 准: 日 期: 第一章 工程概况摩根中心一期工程写字楼地上39层,地下5层,地面以上建筑高度约188米,结构基础埋深26米。总用钢量约3万吨。核心部分箱型钢骨柱钢板厚度达100mm。由于钢板厚度较大,给制作及吊装带来较大困难。我公司制作的箱型柱截面尺寸为800*800*45*45和800*800*50*50两种,单根钢柱重量约为9.7吨。第二章 编制依据1 设计提供摩根大厦钢结构施工图及大样节点图、招标文件等。2 钢结构工程质量验收规范(GB502052001)3 建筑钢结构焊接技术规程JGJ8120024 钢焊缝手工超声波探伤方法和探伤结果的分级GB11345895 厚度方向形能钢板GB5313第三章 组织机构、设备及劳动力计划总指挥 :郭剑云 133211207971、 组织结构副指挥:陈伟杰(13911717660)
2、开金伟(13701187398)项目工程师:赵永技术:赵永质量:程国强安全:牛章河生产:杨来旺涂装:张玉庆设备维修:魏文炎材料:丁国伟2劳动力配备计划车间钢结构制作劳动力配备 表一序号工 种作 业 人 数工 作 内 容负责人单班双班总计1起重工、天车11指挥吊装、转移构件,2电焊工接料44接料,焊接、直条切割卫远鹏组装44隔板组立,箱型组立周立伟打底22打底焊李天福埋弧24埋弧焊梁志军电渣22电渣焊隔板马凤春手工22大组立,附件装配焊接杨来旺3导轨钻11电渣打孔,节点板钻孔等李志胜4端面铣11铣箱型柱端面李志胜5电工11设备接线、检查用电安全刘波6安全员11现场各方面的安全检查牛章河7质检员11生产过程质量检查程国强8探伤员11UT探伤王魏总计3、生产用主要设备箱型柱制作流程主要设备表 表二序号工序内容设备名称负责人1主材下料直条切割机张东亮2主材坡口半自动坡口切割机黄语雷3隔板组装U型箱型组立两用机周立伟4U型组立U型箱型组立两用机周立伟5BOX型组立U型箱型组立两用机周立伟6BOX焊接(打底焊)门式CO2气体保护焊接辅机李天福7BOX焊接(埋弧焊)BOX双丝埋弧焊接机梁志军8钻电渣
3、焊孔导轨钻床李志胜9电渣焊桥式电渣焊接辅机马凤春10端面铣端面铣李志胜4、生产流程图如下 柱身板 隔板气割下料气割下料坡口加工修双边、坡口加工校 正组装、焊接挡板内隔板加工箱柱腹板焊工艺垫板U型组立(装焊隔、箱柱腹板)内隔板焊接盖面板成型焊主缝钻孔、电渣焊箱型校正箱型柱端面铣装配外部各部件焊接外部各部件零件制备剪切、气割下料零件加工抛丸涂装成 品尺寸、焊缝检查无损检测尺寸、外观检查尺寸、外观检查尺寸、外观检查第四章 材料1、摩根工程所用主要材料钢板为Q345C,型钢为Q235,钢板要求:屈强比不低于1.2,要求有明显的屈服台阶,且伸长率大于20%,36mm钢板沿厚度方向的断面收缩率不得小于现行国家标准厚度方向形能钢板GB5313 Z15级规定的允许值2、焊材:Q345和Q345、Q345和Q235之间焊接,手工焊采用E5016或E5017焊条,CO2保护焊采用H08Mn2SiA焊丝;埋弧焊采用H10Mn2焊丝,焊剂采用SJ101。3、涂装:底漆为环氧富锌底漆(灰色),厚度为70-100m;面漆为环氧富锌漆(灰色),现场焊接位置涂水性无机富锌漆,颜色为灰色。4、高强度螺栓:大六角头,10
《摩根中心一期工程写字楼箱型柱工艺制作施工方案典尚设计》由会员M****1分享,可在线阅读,更多相关《摩根中心一期工程写字楼箱型柱工艺制作施工方案典尚设计》请在金锄头文库上搜索。
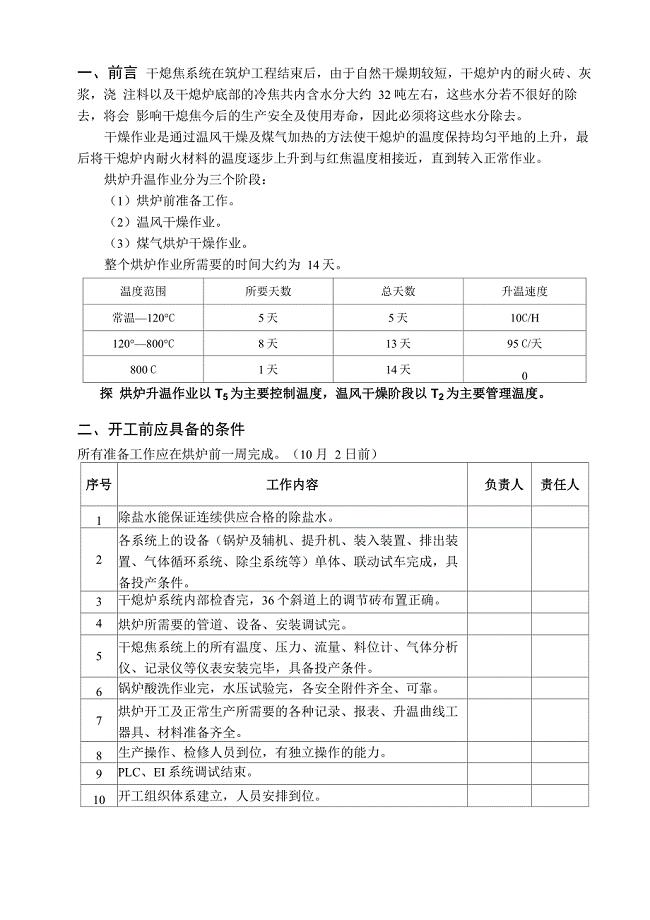
干熄焦烘炉
2023年工商专员岗位职责篇
桩基工程现场文明施工措施
两限房申请表
2023年证券公司实习报告_证券公司实习报告左右_17

2022一级建造师-一建港口与航道工程实务考试全真模拟卷29(附答案带详解)
酒店迎新晚会主持词
初中英语课标词汇(带汉语)
统编版二年级语文下册课课练含答案(每课一练)
牛秀情小组建设
【精品】【冀教版】五年级上册数学:第9单元第1课时鸡兔同笼
嵌入式软件开发过程探讨0204
技师技术总结

1413函数图像(3)

公司营业员个人年终工作总结(三篇).doc
绝世好妈:孩子需要一片蓝天
大学生简历自我介绍6篇

渭南啤酒机项目申请报告范文模板
大型主题乐园给排水设计
工伤保险条例讲座
 冷链物流存在问题及对策
冷链物流存在问题及对策
2022-10-27 10页
房屋建筑施工现场安全生产情况检查要点
2023-03-08 6页
砂石购销合同五篇
2022-07-23 19页
施工工地防汛抢险救灾应急预案
2023-11-14 10页
资本论完整版
2023-04-06 14页
氯乙烯储存罐进出设备操作规程
2022-09-13 10页
网盘40性能测试方案设计
2023-05-19 13页
滴灌系统设计示例
2022-08-31 10页
学校财产管理制度0001
2023-05-05 3页
软件常用英文常用
2022-07-25 48页