
毕业设计(论文)-轴类零件数控车削工艺分析及数控加工编程
26页
1、xxxx学院毕业论文辽宁职业学院毕业论文(设计) 题 目 轴类零件数控车削工艺分析及数控加工编程 系(分院) 专业班级 指导教师 姓名 职称 日 期 辽宁职业学院毕业论文(设计)任务书 专业班级 学生姓名 题 目 轴类零件数控车削工艺分析及数控加工编程 上交论文(报告)日期: 答辩日期: 指导日期: 本人声明我声明,本论文及设计工作是由本人在指导导师的指导下独立完成。尽我所知,在完成论文时利用的一切资料均已在参考文献中列出。若有不实之处,本人愿意承担相关法律责任。作 者 签 名 : 日期: 年 月 日目录摘要III1概述12工艺方案分析12.1 零件图1图1 零件图12.2零件图分析12.3确定加工方法12.4确定加工方案13工件的装夹23.1定位基准的选择23.2定位基准选择的原则23.2.1基准重合原则23.2.2便于装夹的原则23.2.3便于对刀的原则23.3确定零件的定位基准33.4装夹方式的选择33.5数控车床常用装夹方式33.6确定合理的装夹方式34刀具及切削用量44.1选择数控刀具的原则44.2选择数控车削用刀具44.3设置刀点和换刀点54.4确定切削用量55典型轴类零件
2、加工55.1 轴类零件加工的工艺分析55.1.1技术要求55.1.2毛坯选择65.1.3定位基准的选择65.1.4 轴类零件预备加工65.1.5 热处理工序65.1.6加工工序的划分65.1.7走刀路线和对刀点的选择75.2 典型轴类零件加工工艺75.2.1确定加工顺序及进给路线75.2.2选择刀具75.2.3选择切削用量85.3 手工编程116数控车自动编程软件CAXA介绍156.1 CAXA数控车界面156.2 CAXA数控车进行造型设计156.3 CAXA数控车加工-CAM166.4 CAXA数控车加工类型167结束语17参考文献18致 谢19摘要随着数控技术的不断发展和应用领域的扩大,数控加工技术对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为效率、质量是先进制造技术的主题。本文根据数控机床的特点,针对具体的零件进行了工艺方案的分析,确定工装方案,选择刀具和切削用量,确定加工顺序和加工路线,具有提高加工效率,简化工序等方面的优势。关键词:工艺分析 加工方案 进给路线 控制尺寸IV1概述 随着计算机技术的高速发展,传统的制造业开始了根本性变革,
3、各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。 长期以来,我国的数控系统为传统的封闭式体系结构,CNC只能作为非智能的机床运动控制器。加工过程变量根据经验以固定参数形式事先设定,加工程序在实际加工前用手工方式或通过CAD/CAM及自动编程系统进行编制。CAD/CAM和CNC之间没有反馈控制环节,整个制造过程中CNC只是一个封闭式的开环执行机构。在
4、复杂环境以及多变条件下,加工过程中的刀具组合、工件材料、主轴转速、进给速率、刀具轨迹、切削深度、步长、加工余量等加工参数,无法在现场环境下根据外部干扰和随机因素实时动态调整,更无法通过反馈控制环节随机修正CAD/CAM中的设定量,因而影响CNC的工作效率和产品加工质量。由此可见,传统CNC系统的这种固定程序控制模式和封闭式体系结构,限制了CNC向多变量智能化控制发展,已不适应日益复杂的制造过程,因此,对数控技术实行变革势在必行。2工艺方案分析2.1 零件图图1 零件图2.2零件图分析该零件表面由圆柱、逆圆弧、槽、螺纹、内孔、内槽、内螺纹等表面组成,尺寸标注完整,选用毛坯为45#钢,65mm125mm,无热处理和硬度要求。2.3确定加工方法加工方法的选择原则是保证加工表面的精度和表面粗糙度的要求,由于获得同一级精度及表面粗糙度的加工方法一般有许多,因而在实际选择时,要结合零件的形状、尺寸大小和形位公差等要求全面考虑。图上几个精度较高的尺寸,因其公差值较小,所以编程时有取平均值,而取其基本尺寸。通过以上数据分析,考虑加工的效率和加工的经济性,最理想的加工方式为车削,考虑该零件为大量加工,股
《毕业设计(论文)-轴类零件数控车削工艺分析及数控加工编程》由会员m****分享,可在线阅读,更多相关《毕业设计(论文)-轴类零件数控车削工艺分析及数控加工编程》请在金锄头文库上搜索。
商城县口岸服务项目可行性分析报告【模板范本】
2023年春节高一话题作文合集
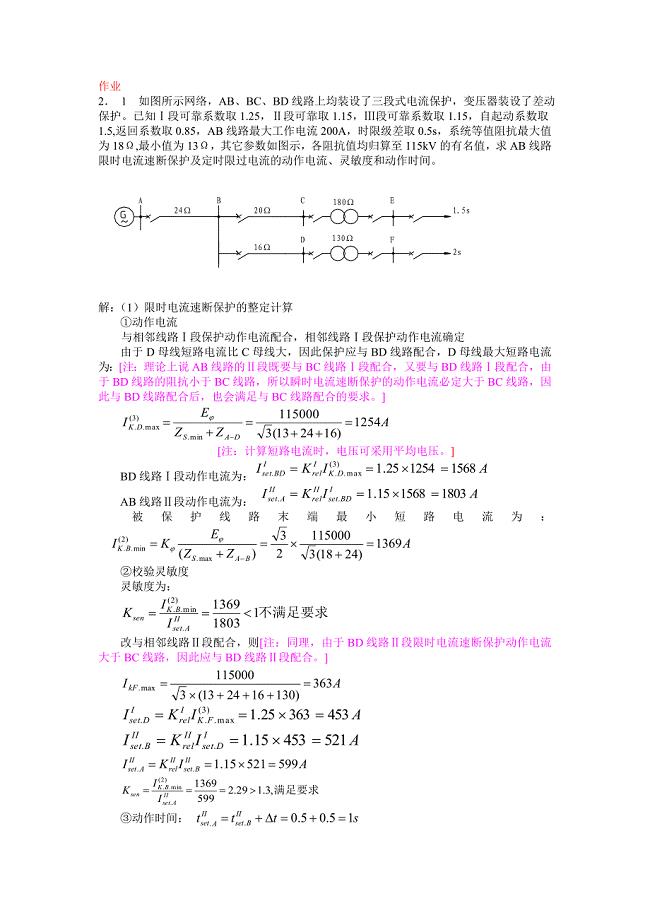
继电保护例题作业答案
三年级下册短文阅读
基于地统计学理论的旅游景点空间结构研究报告以皖南旅游区为例
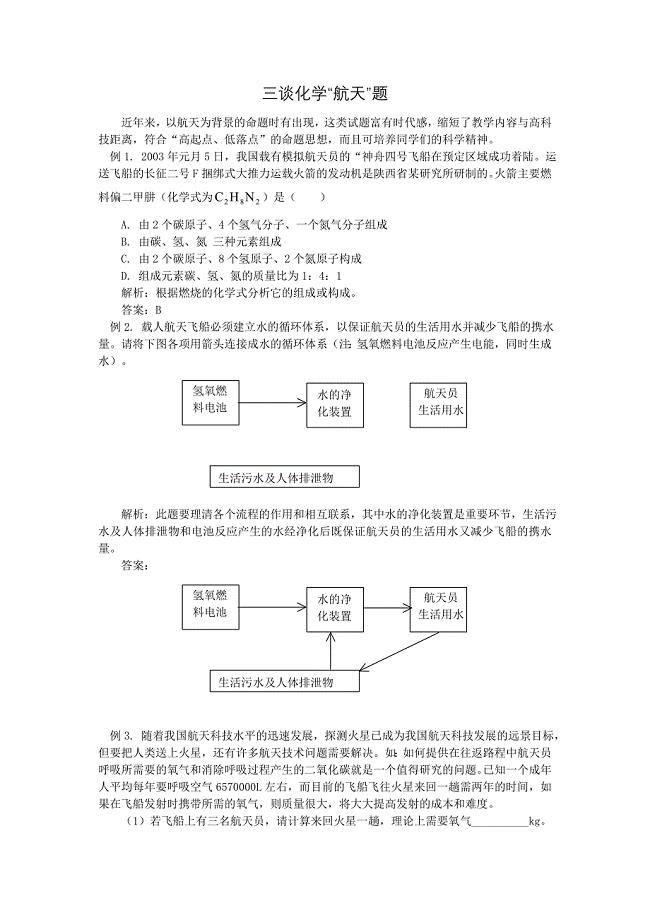
三谈化学“航天”
大学生计算机实习报告
毕业设计论文铁路抑尘站PLC喷洒控制系统的设计

2023年新学期个人工作计划标准范文(三篇).doc
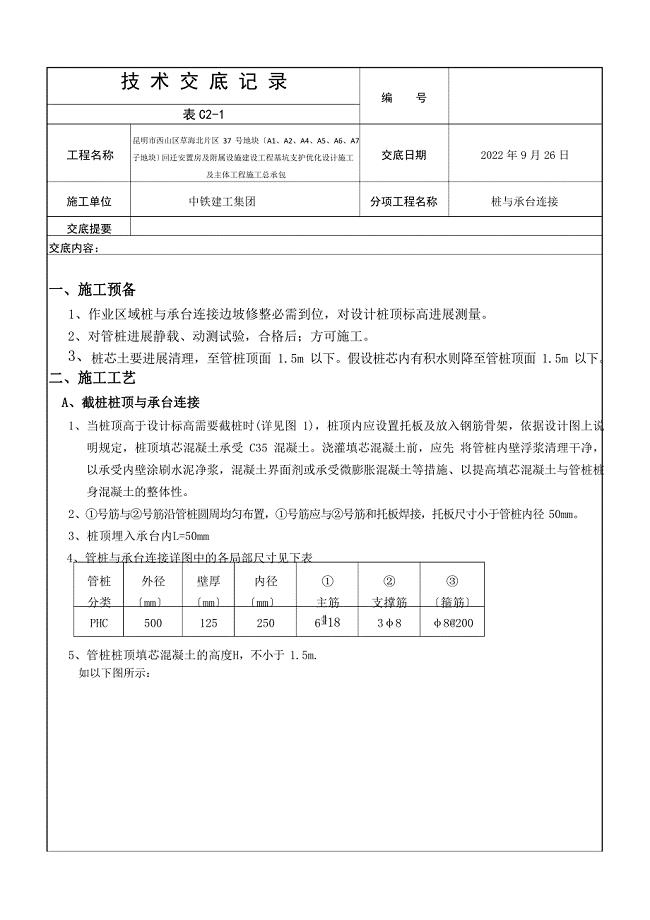
管桩与承台连接施工技术交底
锅炉基础工程施工及方案
2022年公司采购员个人工作总结范文例文

爱岗敬业演讲稿模板10篇

成本管理会计word讲义第八章 成本计划与成本控制
五心纸厂风机水泵节电方案
关于会计实习心得体会集锦六篇
劳动法司法解释二
海尔集团工贸激励管理平台090623下发
承兑汇票情况说明
学校教科研工作总结范本(3篇).doc
 钢铁企业采购物流流程再造及案例分析(二)
钢铁企业采购物流流程再造及案例分析(二)
2023-04-03 8页
怀旧情怀在老字号传播中的效用研究——以百雀羚为例
2023-07-27 11页
中国四川大地震的调查研究
2023-04-04 8页
多媒体技术在小学低年级识字教学中的运用
2022-09-20 11页
企业社会责任对财务绩效的影响
2023-08-03 18页
独立董事制度运行机制研究
2023-03-23 13页
锅炉温度控制毕业设计论文
2023-01-16 27页
毕业设计(论文)-数字式SPWM控制技术研究
2022-09-14 56页
机械制造技术课程设计-主轴承座工艺及钻4-φ14孔夹具设计
2023-11-13 22页
学前教育专业3-6岁儿童利他行为的现状初探
2023-05-17 35页