
油漆喷涂检验手册
21页
1、喷涂检验手册名目1. 产品喷涂前工作02. 产品喷涂03. 吊装及运输错误!未定义书签。4. 装配135. 修补146. 打包及运输14喷涂检验手册1. 产品喷涂前工作1.1 产品由生产场地倒运至喷涂场地后需要检验人员进展记录、二次检查。1.2 因故无法准时倒运至喷涂平车上的工件需整齐放置在喷漆场地适宜位置, 摆放整齐;上覆塑料布等遮盖物防止工件锈蚀及减缓工件外表防锈底漆的破坏;对暴露的金属外表预先刷涂防锈底漆进展防锈。1.3 产品在喷涂场地放置两周后检查工具漆膜,对消灭锈蚀的部位进展修补。2. 产品喷涂2.1 喷涂安全留意1) 严禁明火。2) 严禁各种可以产生火花的工作或活动。如制止使用铁器敲打工件,制止穿带有铁掌等易产生摩擦火花的鞋进入喷涂工作场所。3) 严禁通风不畅的状况下作业。4) 严禁在施工现场堆放过多油漆,仅留够一班用量即可。5) 严禁施工现场滞留未用完的漆料、稀释剂或擦拭油漆的布碎。6) 严禁不实行有效安全防护措施进展高空喷涂作业。7) 防范静电火花包括衣物摩擦、涂料倾倒等产生。2.2 所需工具1) 喷涂工具:l 气泵0.6-0.8MPal 无气喷涂机0.4-0.6MPa
2、l 喷枪枪嘴:6B15固控设备底漆、其余小型配件底漆、6C15设备面漆13Z20固控罐底漆、17Z20固控罐中间漆、6C20固控罐面漆l 气带 8 口径,10m推举l 气动搅拌器:2) 刮涂工具:l 刮刀、托板l 气动打磨器: 125,转速:1000r/min,曲线轨迹0喷涂检验手册l 砂纸:5背绒砂纸80#、120#、240#、400#、1000#l 原子灰:汽车用原子灰3) 油漆:依各喷涂标准。2.3 油漆工艺1) 在使用油漆前,首先留意油漆保质期是否在当前时间内;2) 搅拌主漆按油漆说明倒入相应比例稀释剂后510 分钟;3) 按油漆说明书比例倒入固化剂后再搅拌 1015 分钟动力搅拌器;4) 20熟化时间 15 分钟,其余温度变化熟化时间需要延长或缩短,具体见各种类油漆说明书。2.4 喷涂操作工艺l 配置油漆之前工作:1) 检查喷涂机滤网是否干净,假设有污物,去除之;2) 运行气泵,检查气泵阀门及相关管线气密安全性,待气泵充气到设定压力值推举 0.6-0.8MPa;3) 运行喷涂机,用稀料留意不同种类油漆要用相应种类稀料冲洗气带, 依据气带长度确定时间推举:10m,2 分钟。洗净
3、气带后,将喷涂机吸管放入搅拌熟化好的漆料桶中。l 配置油漆工作:1) 检查所用油漆的型号、批号、色号、数量等;特别要留意双组份油漆的施工,包括固化剂和基料的混合比例、混合使用时间及固化剂的类型;2) 涂装工序的时间间隔,严格遵守涂料产品说明书上所规定的重涂间隔;3) 双组份涂料每次调配的数量要同工作量、涂料的混合使用时间和施工人力、作业班次相适应。混合比例要准确,按体积比混合参与。l 喷涂操作通则:1) 在非工件处试喷涂几次,目视喷枪雾化是否正常。2) 喷枪距离工件 3045cm,喷枪与工件外表角度为5590,并且喷涂要匀速喷涂,工件底部需要预喷。3) 操作时,每一喷涂幅度的边缘,应当在前面已经喷好的幅度边缘上重复 1/3101/2,且搭界的宽度应保持全都。假设搭界宽度多变,膜厚将不均匀,可能产生条纹和斑痕。4) 为了获得更均匀的涂层和更好的防腐蚀效果 ,在喷涂其次道时,应与前道涂膜纵横穿插,即假设第一道承受横向喷涂,其次道就应承受纵向喷涂。特别留意:施工气温较低时,喷涂漆料第一遍需要行枪快速,不能压枪;其次遍行枪较20时略高,压枪正常;喷涂面漆第一遍行枪快速,特别强调不要压枪;其次遍
4、行枪较20略高,压枪正常,特别留意各部件重点部位的喷涂5) 部件喷涂挨次原则上首先喷涂喷枪难以喷涂的、不能、不易连续喷涂的部位;其次喷涂产品内侧,即客户不经常看到的外表,即 B 级面;不移开工件客户看不到的外表,即 C 级面;最终重点喷涂客户经常看到的外表,即 A 级面。6) 工件喷涂重要性区分:A 级面最显著位置:用户频繁看到的面,如振动筛侧边外面、外沿;振动筛底座进液槽反面、上沿等。质检人员要重点关注此面B 级面一般显著位置:不移动的状况下,用户间或能看到的面,如振动筛筛箱筛条上面、侧边内面;振动筛进液槽内面等。C 级面不显著位置:产品在移动或被翻开时才能看到的面,如设备底面。2.5 喷涂工艺参数固控系统工艺参数见各涂装标准。设备喷涂工艺参数l 原子灰:50-200 ml 底漆:80-120 ml 面漆:60-120 ml 总体喷涂厚度:140-240 ml 总体硬度无原子灰区:1.5h枯燥 3 月以上2.6 喷涂工序及检验重点2.5.1 固控设备:除油、脱脂不合检验记录打磨、找平、预涂不合重点检验记录喷涂底漆二次找平不合重点检验记录一遍面漆二遍面漆记录不合检验修补1) 除油脱脂l
《油漆喷涂检验手册》由会员cl****1分享,可在线阅读,更多相关《油漆喷涂检验手册》请在金锄头文库上搜索。
2022年精神病医院规范化建设工作计划
昆明理工大学工程施工管理建筑施工设计方案及对策及进度控制课程设计报告
方剂学比较
地铁施工工程安全方案
网络时代优化班级管理打造爱心教育
职工安全承诺详细版
1个子女(无)财产(有)债务离婚协议书
简明疼痛评估量表
临川一中上月考罗金玉1015
《认识物体和图形》教案及评析t
中国医科大学22春《健康评估》综合作业二答案参考51
煤矿电工安全技术操作规程
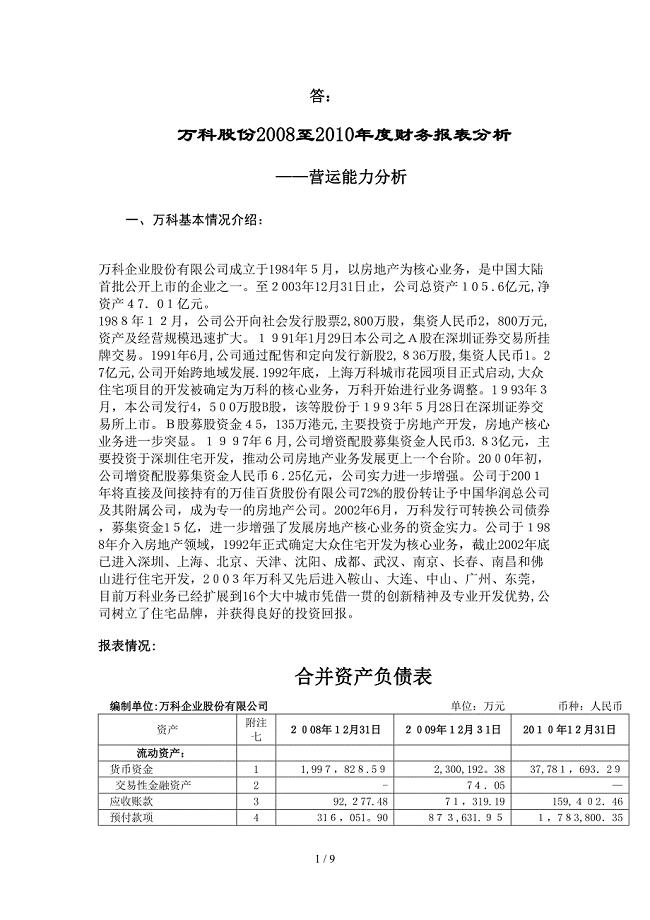
万科A营运能力分析
会计实训总结范文
大学生暑期三下乡的社会实践报告范文
黄山游戏外设项目可行性研究报告_参考模板
浅谈初中物理新教材中的实验教学
中小城市服务业发展的战略选择
加气站安全月活动方案
《珍珠鸟》说课稿
 江苏省句容市天王中学年级英语上册 Unit Wild animals Grammar导学案
江苏省句容市天王中学年级英语上册 Unit Wild animals Grammar导学案
2024-02-22 6页
最新一个较好的财务绩效评价方法大学毕业外文文献翻译及原文
2023-04-20 16页
湘教版地理八下第七章认识区域联系与差异单元测试题2
2023-06-26 3页
甘肃省监理表格仅供参考
2022-12-03 69页
最唯美女生节祝福语
2023-03-29 8页
精校版【北师大版】七年级上册数学:6.2普查与抽样调查课时练习含答案
2023-12-30 4页
第2章__国际分工
2023-05-03 25页
内蒙古纪检监察网微信策划方案
2023-05-15 12页
新初中数学函数之平面直角坐标系易错题汇编附答案
2023-06-23 12页
昆明理工大学工程施工管理建筑施工设计方案及对策及进度控制课程设计报告
2023-02-01 23页