
精密电阻焊接的基础知识
11页
1、精密电阻焊接的基础知识一、精密电阻点焊使用金属材料制作零件的场合,有许多时候都需要将材料切断成规定的尺寸,再将其连接起来。连接材料的方法有利用铆钉进行机械连接和利用焊接进行冶金连接以及利用超声波进行物理连接。电阻点焊是利用冶金的方法将金属材料高效率地经济地连接起来的一种方法。因此在产业界被广泛地使用。我们将精密小型工件的电阻焊接称之为精密电阻点焊。米亚基公司源源不断地开发出各种超小型、可高密度安装化的新型精密电阻点焊机,取代了以往的锡焊、铆接等金属连接工艺。精密电阻点焊机是最适合用于小型的、性能要求高的电子部品,以及精密机械工业中的小型部品的组装。电阻焊接的原理利用焦耳热进行焊接Q=0.24I2Rt=0.24IEt(cal)公式如下图所示,工件在上下电极间被加压,通电,进行电阻焊接。焊接部的电阻为R(),焊接电流为I(A),通电时间为t(sec)时,根据公式焊接部发热。因此焊接部的温度上升,产生熔融。图1二、电阻点焊的5大要素1、电流2、时间3、加压力4、电流密度(电极先端直径)5、电极材料上述要素与发热量Q及发热位置有关系,也就是说点焊时影响焊接效果的因素有:电流I、通电时间t、接触
2、电阻R、电流密度(电极先端)和电极材料。接触电阻R随着加压力的增大而降低。以上要素被称为电阻点焊的五大要素。接触电阻工件表面生成的氧化薄层引起的电阻(表皮电阻)和由于电流的流通截面引起的电阻(集中电阻)。图2上图中,R2,R4材料自身的电阻;R3上下工件之间的电阻;R1,R5,电极与工件之间的电阻。接触电阻是指R1、R3、R5。三、电极的作用1导通大电流。2施加压力。3提高焊接点的冷却效果。4稳定电流密度。电极具有以上的作用,这里解释一下与品质管理有关的电流密度。电流密度是指单位横截面中的电流值。如果将电流密度一直保持稳定,就能防止焊接不良。由于要导通大电流(电极作用1),电极顶端会发热;又由于要加压会使电极顶端变宽,电流密度变小,因此,随着焊接次数的增多,焊核会变小(焊接不良)因此在焊接品质管理中电极的管理(进行一定次数的焊接后更换或修磨电极)就变得非常的重要。图3四、电阻点焊原理归纳1电阻点焊方法是一种利用工件自身的电阻、施加在工件上的加压力和导通的大电流,在工件接触部产生焦耳热,进行熔融的金属连接方法。2决定焊接品质的五大要素:1.电流值2.通电时间3.加压力4.电流密度5.电极
3、材料五、焊接规范的选出5-1、电极材料的选定选定原则:固有电阻大的工件-选用固有电阻小的材料作电极固有电阻小的工件-选用固有电阻大的材料作电极例:工件材料选用电极材料软钢铬铜合金(Cr-Cu)铜钨、铝(W、Mo)或钨铜合金、钼铜合金黄铜铬铜合金(Cr-Cu)不锈钢铬铜合金(Cr-Cu)银钨铜合金(W一Cu)铝钨、钼(W、Mo)镍超质铝铜、铬铜合金5-2、焊接电流,时间,加压力的选定电流规范A规范一短时间大电流(最佳规范)B规范一中时间中电流(中等规范)C规范一长时间小电流(普通规范)焊接电流可以如下方法比较简单地求得。最初设定较低的焊接电流,如果逐渐增大焊接电流,会发生飞溅。比发生飞溅时的电流值稍低的电流值就是适当的电流。电流值根据焊接机加压系统的追随性的不同而不同。焊接机的追随性愈好,愈容易施加较小的加压力和大的导通电流,即获得最佳的焊接效果。焊接时间的选定焊接部位产生的热量随着通电时间而增大,但是,电极及焊接部位的散热量也随着通电时间而增大,因此焊接部位的温度在一定时间以后趋于饱和。而温度饱和以后即使延长通电时间,焊核也不会再增大,而且表面压痕和热变形也会增大,对材料产生不良的冶金
4、效果。另外,从作业工时、电力消耗的观点考虑,长时间焊接也不利。图8图8中最适合的规范为加压力 5kg ,电流 500A 的区域。欲增加焊接强度,不仅要增大电流同时还要增大加压力。此时,将电流、加压力由低慢慢上升,选择最佳规范。焊接的原理一、激光基本原理1、LASER是什么意思Light Amplification by Stimulated Emission of Radiation(通过诱导放出实现光能增幅)的英语缩写。2、激光产生的原理激光“受激辐射放大”是通过强光照射激光发生介质,使介质内部原子的电子获得能量,受激而使电子运动轨道发生迁移,由低能态变为高能态。处于激发态的原子,受外界辐射感应,使处于激发态的原子跃迁到低能态,同时发出一束光;这束光在频率、相位、传播方向、偏振等方面和入射光完全一致,此时的光为受激辐射光。为了得到高能量密度、高指向性的激光,必须要有封闭光线的谐振腔,使观光束在置于激光发生介质两侧的反射镜之间往复振荡,进而提高光强,同时提高光的方向。含有钕(ND)的YAG结晶体发生的激光是一种人眼看不见的波长为1.064um的近红外光。这种光束在微弱的受激发情况下,也
《精密电阻焊接的基础知识》由会员鲁**分享,可在线阅读,更多相关《精密电阻焊接的基础知识》请在金锄头文库上搜索。
农产品上行合作协议经典版(八篇)
四川省雅安市七年级数学下学期期末考试试题答案
幼儿园教师听课记录表

英德市绿色建材项目合作计划书(范文)
体现核心素养的小学数学教学设计(共3页)
汽车配件库存周转率计算方法
基于单片机的音乐播放器设计

数控刀具使用管理规定

2022个人工作总结通用版5篇(个人工作总结范文)
综合管理部年度工作计划(2篇).doc
商丘钽金属销售项目招商引资方案_范文
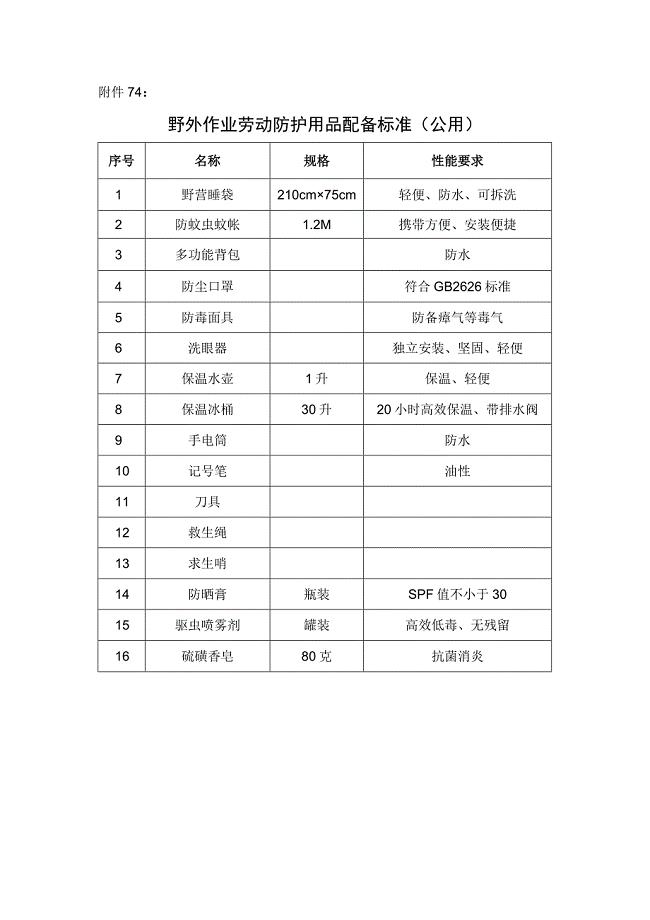
附件7.4 野外作业劳动保护用品配备标准(公用)
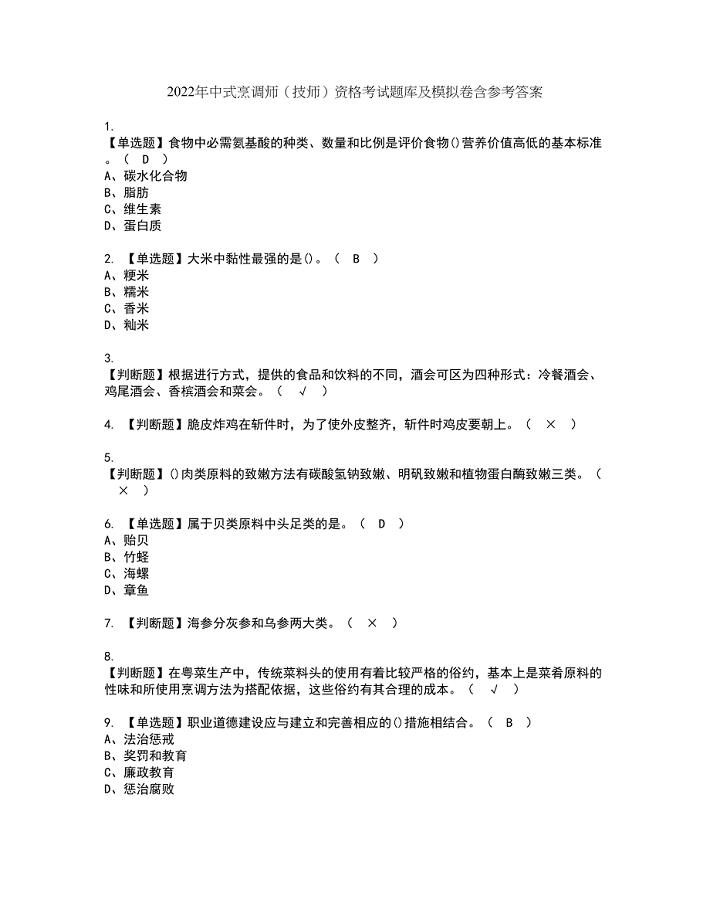
2022年中式烹调师(技师)资格考试题库及模拟卷含参考答案75
对阳极氧化的了解
有偿补课治理情况自查报告
长沙分子诊断研发项目建议书(模板参考)
幼师实习周记100篇(共5篇)
担保合同范文集合5篇.doc
2023年实用的工作计划3篇
2023年03月中共绵阳经济技术开发区工委党群工作部(四川省)上半年卫生事业单位公开招聘5名工作人员笔试参考题库+答案解析
 商业银行流动性评价的主要指标
商业银行流动性评价的主要指标
2023-03-18 3页
混凝土墙面清理、凿毛工程安全技术指导书
2022-11-11 2页
分析回转窑的分类及作用
2022-12-23 4页
农场土地整理项目施工方案范本
2022-11-13 75页
宿迁城市燃气工程监理例会
2023-02-06 4页
【建筑工程管理】钢结构施工施工方案高低跨含吊装
2023-07-12 57页
中传海尔协同创新基地整体建设项目
2023-04-08 56页
停车场施工组织方案
2023-09-19 11页
【建筑施工方案】冲孔灌注桩专项施工方案
2023-10-03 17页
【施工方案】某项目智能化弱电集成施工方案样本
2023-06-18 86页