
电渣压力焊关键过程操作指导书
8页
1、- -饮食广场关键过程操作指导书一、 工程概述本工程为饮食广场,由A、B、C、D、E五楼座组成,建筑面积38960平方米,框架构造。根据图纸设计要求框架柱竖向钢筋连接采用电渣压力焊。框架梁顶部通长钢筋采用闪光对焊连接。根据质量筹划、质量方案及施工方案要求本工程确定电渣压力焊及闪光对焊工序为关键过程,并编写关键过程作业指导书用以指导施工。二、 编制依据1、 设计图纸2、 钢筋焊接及验收规程JGJ1896三、 人员要求:电渣压力焊和闪光对焊的施工操作人员要持证上岗,且上岗证在有效期范围之内。四、 施工机械要求:UN1100型闪光对焊机4台,电渣压力焊接机8台。所用的机械设备由分公司机械科负责进场安装,验收后将由工程部机械管理人员派专人对设备使用保管负责。五、 施工材料要求:对焊所用钢筋原材必须有出厂合证及进场后的复试试验报告,合格后才能进展对焊,电渣压力焊所用的焊剂必须有出厂合格证明否那么不能使用。六、 施工操作方法6.1、电渣压力焊6.1.1、焊接工艺:电渣压力焊的焊接工艺过程包括:引弧、电弧、电渣、压顶过程。6.1.1.1、引弧过程:通电后迅速将钢筋提起,使两端之间的距离为24引弧,当
2、钢筋端头夹杂不导电物质或端头过于平滑造成引弧困难时,可屡次把上钢筋移下于下钢筋短接后再提起,到达引弧目的。6.1.1.2、电弧过程:靠电弧的高温作用,将钢筋端头的凸出局部不断烧化;同时将接口周围的焊剂充分熔化,形成一定厚度的渣池。6.1.1.3、电渣过程:渣池形成一定厚度后,将上钢筋缓缓插入渣池中,此时电弧熄灭,进入电渣过程6.1.1.4、挤压过程:在停顿供电的瞬间,对钢筋施加挤压,把焊口局部熔化的金属、熔渣及氧化物等杂质全部挤出结合面。挤压力要小,对各种规格的钢筋仅为0.20.3KN。6.1.2焊接参数:电渣压力焊的焊接参数主要包括焊接电流、焊接电压、焊接时间。6.1.2.1、焊接电流:宜按钢筋端头面积取0.80.9A/。6.1.2.2、焊接电压:焊接电压在焊接过程中是变化的。当引弧后,进入电弧稳定燃烧时,电压为40V45V。当钢筋与焊剂熔化,进入电渣过程时,电压2227V。如电压过高,易再度产生电弧现象,过低那么易产生夹渣缺陷,焊接电压易受网络电压和操作因素的影响而波动,为了确保焊接质量,应使波动值控制在5V的范围内。6.1.2.3、焊接时间:是指电弧过程和电渣过程的延续时间,焊接
3、时间长短根据钢筋直径确定。6.2、闪光对焊6.2.1、操作工艺:本工程中钢筋的闪光对焊采用闪光预热闪光焊。其过程包括一次闪光、预热、二次闪光及顶锻过程。6.2.1.1、一次闪光:即施焊时首先连续闪光,使钢筋端部闪平。6.2.1.2、预热:使两钢筋面交替地接触和分开,这时钢筋端面的间隙中发出连续的闪光,而形成预热过程。6.2.1.3、二次闪光:伴随着预热过程,两钢筋面间隙中喷射出火花般熔化的金属微粒,接着XX移动钢筋使两端面仍保持轻微接触,形成连续闪光。6.2.1.4、顶锻过程:当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以一定的压力迅速进展顶锻,先带电顶锻,再无电顶锻到一定长度,焊接接头即告完成。6.2.2、焊接参数:为了获得良好的对焊接头,应合理的选择焊接参数,焊接参数包括:调伸长度、闪光留量,闪光速度、顶锻留量、顶锻压力及变压器级次。6.2.2.1、调伸长度:调伸长度是指焊接前两钢筋端部从电极钳口伸出的长度。调伸长度的选择与钢筋品种和直径有关。应使接头能均匀加热,并使钢筋顶锻时不致发生弯曲。调伸长度的取值,级钢筋为1.01.5,直径小的钢筋对焊时取大值。6.2.2.2、闪光留
《电渣压力焊关键过程操作指导书》由会员M****1分享,可在线阅读,更多相关《电渣压力焊关键过程操作指导书》请在金锄头文库上搜索。
园艺实习报告3篇
公共场所卫生清扫制度电子版(3篇)
简短的月度工作总结模板(2篇).doc

农村房屋出租合同书
泵车租赁合同范文(三篇).doc
香菱学诗教案
高中班主任工作总结3

公司人员一周工作总结(2篇).doc
水利水电工程造价管理作业
幼儿园安全专项工作总结(4篇).doc
镇农村公路管养工作总结
优秀2023前台工作计划参考范本(二篇)

烟囱脚手架安全操作规程
《阿基米德原理 》教案 (高效课堂)2022年人教版
普通村干部个人工作总结范本(2篇).doc
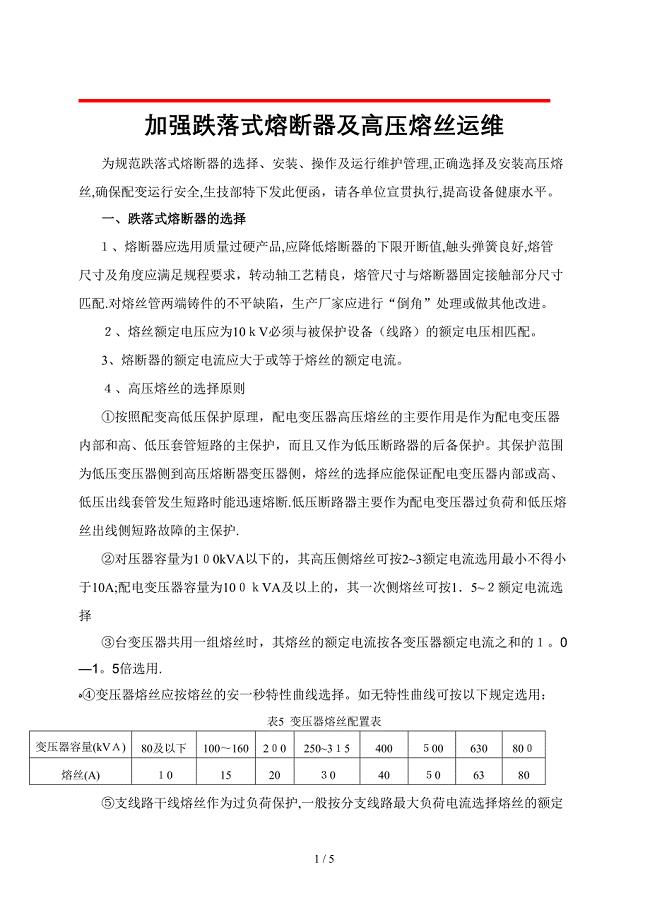
跌落式熔断器及熔丝运行维护
三年班主任工作总结2篇
苏教版高一数学必修2教学案:第1章17空间几何体的表面积1
经济法期末重点归纳
2023年教育演讲稿1000字7篇
 成都地铁气灭单系统调试方案
成都地铁气灭单系统调试方案
2023-05-27 18页
语文教学实习总结
2022-11-03 56页
新学期新老师自我介绍参考
2023-06-12 6页
江苏省大丰市2017届高三语文一轮复习 文言文实词二 专项复习学案(无答案)
2023-05-11 4页
幼儿园中班科学活动说课稿找空气
2024-01-21 3页
学生心理咨询记录表格
2023-11-20 3页
湖北省武汉市高中物理 第五章 曲线运动 5.3 实验:研究平抛运动学案(无答案)新人教版必修2
2023-02-12 3页
铁路建设工程施工现场十大员技术操作标准规范
2023-02-24 10页
燕子岭幼儿园任燕教育随笔
2023-03-01 5页
2019年教育项目合作协议书
2023-12-18 7页