
(3C)挤塑工序作业指导书
9页
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页莆田多容光学电子有限公司押出工序作业指导书版 本 号 A 受控状态: 发放编号: 批 准: 编 制: 2010年11月15日发布 2010年12月3日实施操作规程 1 适用范围本规程适用于50, 70型押出机。2 生产范围可挤包绝缘及护套,其生产范围应不超过挤塑机螺杆直径的四分之一。3 开机前准备工作3.1 检查设备有无异常,料筒内有无杂物,水槽是否畅通。3.2 在机器运转的润滑部位加注润滑油(每班加一次)。3.3 按生产任务及工艺要求准备好铜丝、铝丝、模具、塑料、字轮、滤网、油墨及所需的各种工具。3.4 上车前必须检查所需的半成品是否符合工艺卡要求, 并对其规格、质量进行必要的测量检查。4 机器调整4.1 确定机器设备完好后,加温预热,具体温度为加料段15515、熔融段16015、均化段16015、机头17015, 以上温度指挤出机上的温度计温度为准,以温控仪温度为参考,如遇到天气或原材料变动时,以临时工艺通知为准。 4.2 当温度达到以上温度稳定10分钟后,可以加料开机,做绝缘线芯时开机前必须开启火花机
2、。4.3 加料时要保证加入塑料清洁干燥,无带状条状,加后盖上料斗盖,以防落入异物。使用干燥机必须在开机前半小时加料烘干。4.4 机头前应放有过滤板和铁丝网(铁丝网应为40-60目)两张。遇料颗粒杂质过多时,应改用铜丝网和铁丝网各一张(铜丝网应为60目或80目),再装上机头。5 操作步骤5.1 模具校正应在出料塑化均匀后,调整模头螺丝至出料四面均匀。5.2 模具校正后穿线,开动牵引,破开PVC或剪断看偏心, 符合工艺要求后开机生产。 5.3 用千分尺测量线径,若不符合工艺卡的公差范围, 应及时调整牵引速度或螺杆转速,使之达到工艺要求。5.4 调好印字油墨和刀片,使印字字迹清晰。5.5 收放线盘的张力应调整,不能过紧,以防线芯拉细、拉断。5.6 冷却水应充分冷却电线,防止压痕产生和水槽擦伤。5.7 电线在牵引轮上至少绕三圈,不可滑出牵引轮。6 工序守则6.1 每盘线下盘应附有规定颜色的流程卡,写明操作者及型号、 规格、数量。6.2 超过铜、铝丝规定公差及严重氧化、 油迹或成捆严重混乱的铜、铝丝不可使用。6.3 每盘线下盘时应观看偏芯及外表情况,测量外径, 相同的规格线应按丁字形排列,避免线
3、盘碰损导线。6.4 每班(12小时)内至少应拆机头模具一次,更换过滤网。6.5 凡遇电炉或加热器损坏,应立即停车,通知修理。6.6 每天最后一班结束后,应将螺杆、料筒内的料挤干净。6.7 每班至少每30分钟测量一次外径及观察外表并作好记录。6.8 凡遇断线、线芯有接头,均应在单线、护套挤出后,剪断或打结,并在流程卡上注明位置。6.9 挤包单线及线芯用挤压式模具,其模套与模芯的距离应保持1-2mm;模芯选用比线芯直径大1040司,模套选用比绝缘(护套)外径大510司。挤包护套线用挤管式模具,其模芯伸出或保持与模套在同一平面。6.10 油墨缸必须每月清洗一次。6.11 至少每隔1小时检查一次温度表和火花机的工作状态,并作好每班的记录。6.12 收线不得过满,至少离盘边30mm,以防滚动时碰伤。6.13 凡发现模具有严重漏料或损坏,应及时送交修理。6.14 凡挤包平行、绞合绝缘线时,进机头前需经过滑石粉箱,在冷却后应平分剪开,用手平撕,护套与绝缘之间不得有粘连现象。6.15 使用的工具、模具及量具应定位安放,不得乱放。6.16 有关安全、设备保养及交接班等制度应严格执行。7 下班前,切断电源
《(3C)挤塑工序作业指导书》由会员公****分享,可在线阅读,更多相关《(3C)挤塑工序作业指导书》请在金锄头文库上搜索。
某旅游度假村众筹项目建议书写作模板拿地立项备案
自查报告范文
中学德育校本教材
管理表-物资盘点登记表

2012春小六思品考试
定位和测量放线施工方法和技术措施
教师结对帮扶学生总结范文(三篇).doc
高校心理健康教育工作总结标准模板(2篇).doc
2022年电工(技师)资格证书考试内容及模拟题带答案点睛卷25
2022《爱心树》读后感15篇.docx
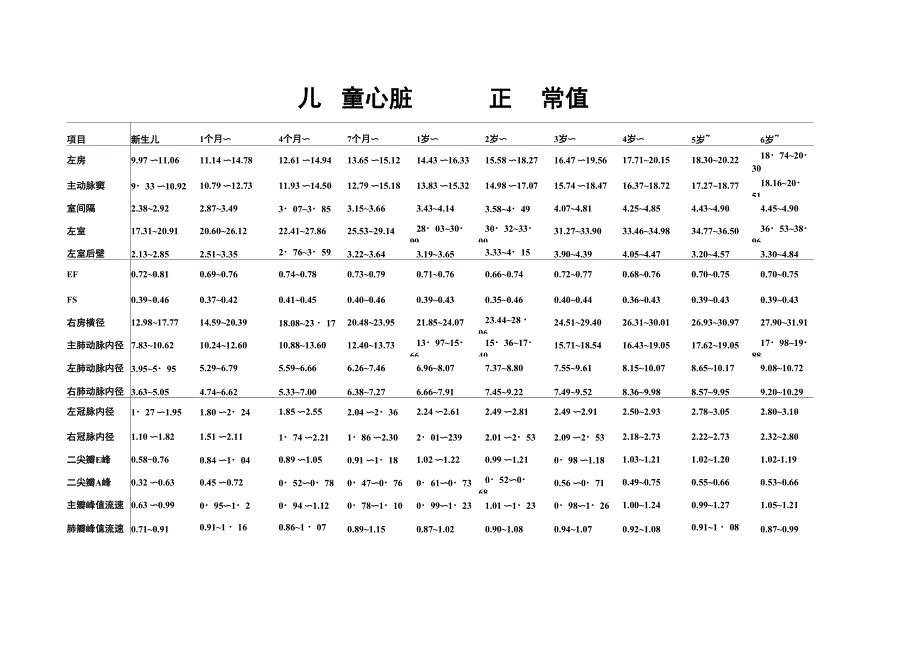
儿童心脏正常值
灭火预案 (2)
2023年文员年终工作总结通用篇
五自由度工业的机器人的结构设计
物业项目半年工作总结(二篇).doc

数学学科知识与教学能力高级中学
有关施工合同范文锦集八篇
RS-232串口通信设计课程设计

汽轮机油系统的异物与防治
个人常用的房屋租赁合同格式版(7篇)
 保安经理每月工作总结(1篇).doc
保安经理每月工作总结(1篇).doc
2023-07-14 2页
2023工程技术员工作总结(4篇).doc
2023-11-13 12页
小学教研活动总结简洁版(4篇).doc
2022-12-20 12页
幼儿园学前班月总结模板(5篇).doc
2022-09-11 29页
车间主任个人总结(4篇).doc
2023-12-04 10页
教师2023年终考核表总结标准范文(二篇).doc
2023-05-01 6页
幼儿园后勤总结范文.doc
2022-10-21 3页
2023年中秋节慰问活动总结模板(2篇)
2024-02-23 7页
本学期的总结样本.doc
2022-09-08 7页
物业经理年终工作总结样本(5篇)
2023-04-08 15页