
日钢筋焊接及验收规程学习
5页
1、规范学习规范名称:钢筋焊接及验收规程 (JGJ18-2012)学习地点:项目部会议室学习主要内容:一、钢筋焊接施工采用合理的焊接工艺和统一质量验收标准,做到技术先进,节材节能,经济合理,安全适用,确保质量,焊接方法包括钢筋电阻点焊、闪光对焊、箍筋闪光对焊、电弧焊、电渣压力焊、气压焊和预埋件T形接头钢筋埋弧压力焊、埋弧螺柱焊等焊接方法。从事钢筋焊接施工的焊工必须持有钢筋焊工考试合格证,才能按照合格证规定的范围上岗操作。焊接钢筋,其力学性能和化学成分应分别符合下列现行国家标准的规定: 钢筋混凝土用钢第2部分:热轧带肋钢筋GB1499.2; 钢筋混凝土用钢第1部分:热轧光圆钢筋GB1499.1; 钢筋混凝土用余热处理钢筋GB13014; 冷轧带肋钢筋GB13788。采用的焊条应符合现行国家标准碳钢焊条GB/T5117或低合金钢焊条GB/T5118的规定。 采用的焊丝应符合现行国家标准气体保护电弧焊用碳钢、低合金钢焊丝GB/T8110的规定。 氧气的质量应符合现行国家标准工业用氧GB/T3863的规定,其纯度应大于或等于99.5%。 乙炔的质量应符合现行国家标准溶解乙炔GB6819的规定,其纯
2、度应大于或等于98.0%。 液化石油气应符合现行国家标准液化石油气GB11174或油气田液化石油气GB9052.1的各项规定。 二氧化碳应符合国家现行标准焊接用二氧化碳HG/T2537中优等品的规定。 在电渣压力焊、预埋件钢筋埋弧压力焊和预埋件钢筋埋弧螺柱焊中,可采用HJ431焊剂。 凡施焊的各种钢筋、钢板均应有质量证明书;焊条、焊丝、氧气、乙炔、液化石油气、二氧化碳、焊剂应有产品合格证。电渣压力焊适用于柱、墙、构筑物等现浇混凝土结构中竖向受力钢筋的连接;不得在竖向焊接后横置于梁、板等构件中作水平钢筋使用。在工程开工正式焊接之前,参与该项施焊的焊工应进行现场条件下的焊接工艺试验,并经试验合格后,方可正式生产。试验结果应符合质量检验与验收时的要求。钢筋电弧焊包括帮条焊、搭接焊、坡口焊、窄间隙焊和熔槽帮条焊5种接头型式。焊接时,应符合下列要求:1、应根据钢筋牌号、直径、接头型式和焊接位置,选择焊接材料,确定焊接工艺和焊接参数;2、焊接时,引弧应在垫板、帮条或形成焊缝的部位进行,不得烧伤主筋;3、焊接地线与钢筋应接触良好;4、焊接过程中应及时清渣,焊缝表面应光滑,焊缝余高应平缓过渡,弧坑应填
《日钢筋焊接及验收规程学习》由会员re****.1分享,可在线阅读,更多相关《日钢筋焊接及验收规程学习》请在金锄头文库上搜索。

读书笔记写法范文
服务员说话方式
物业公司品质服务工作计划范文(7篇).doc
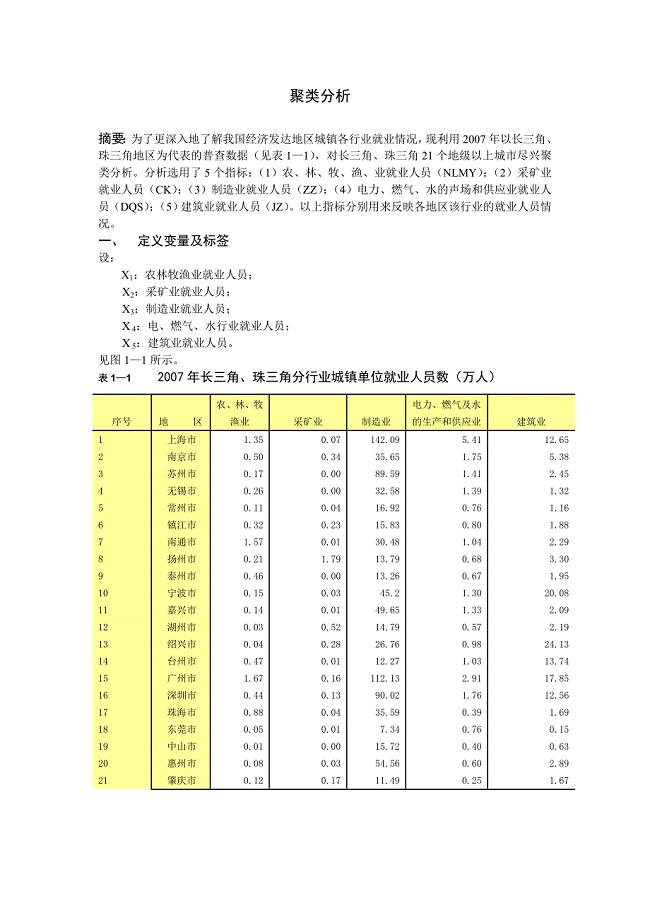
多元统计作业—聚类判别分析

万科精装交付标准

自然灾害的应急预案

财务会计个人年终总结(2篇).doc
护理干预对四肢骨折术后肢体肿胀患者康复效果的影响观察
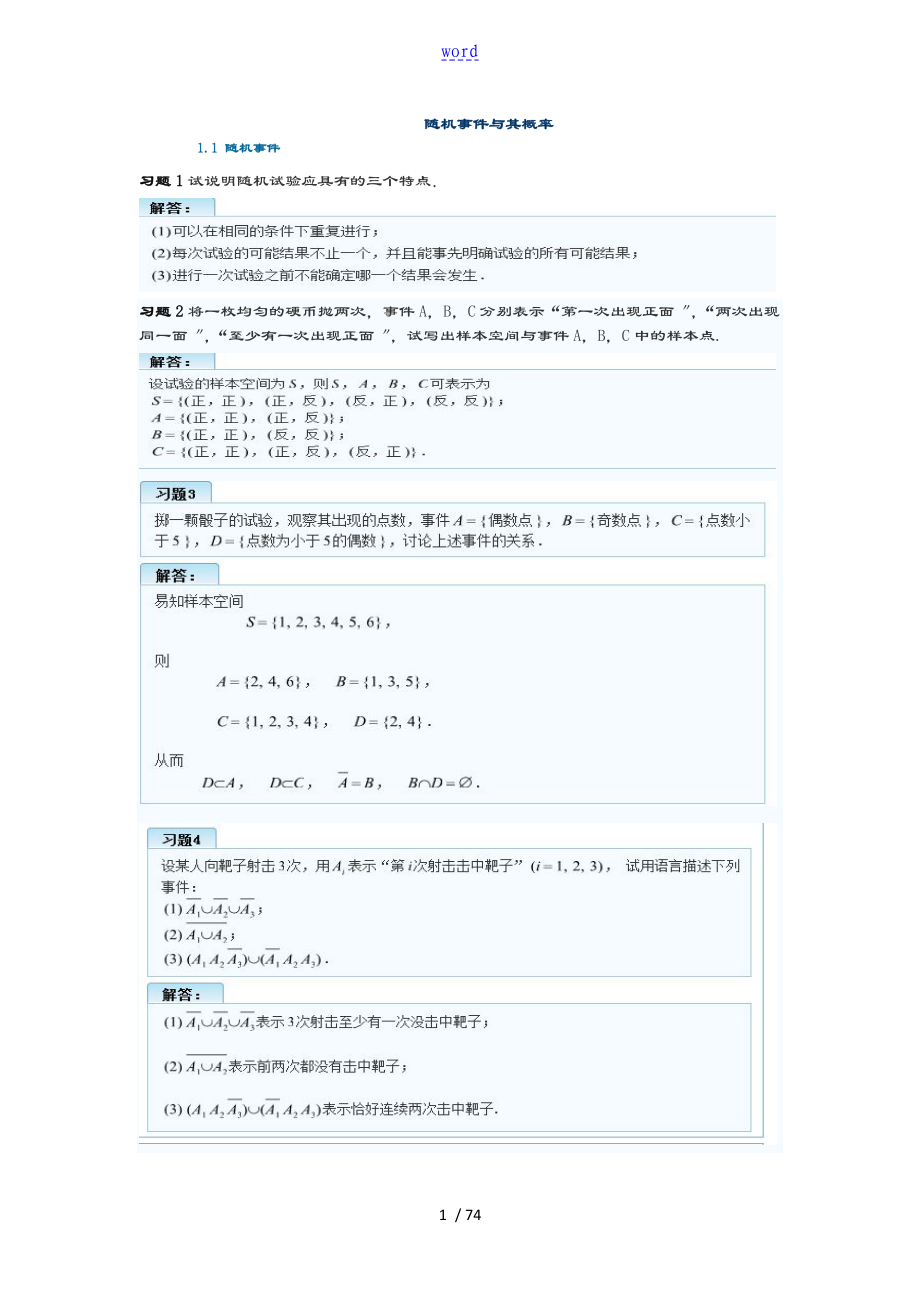
概率论与数理统计课后习题问题详解

方剂学思考题

实用面试时简短的自我介绍汇总七篇
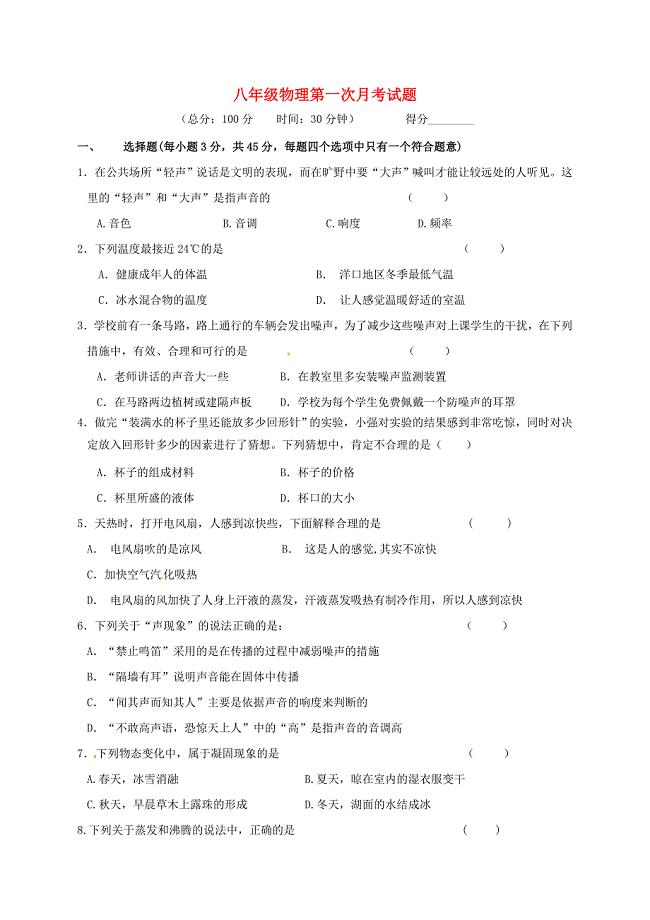
江苏省徐州市铜山区马坡镇2017-2018学年八年级物理上学期第一次月考试题无答案苏科版
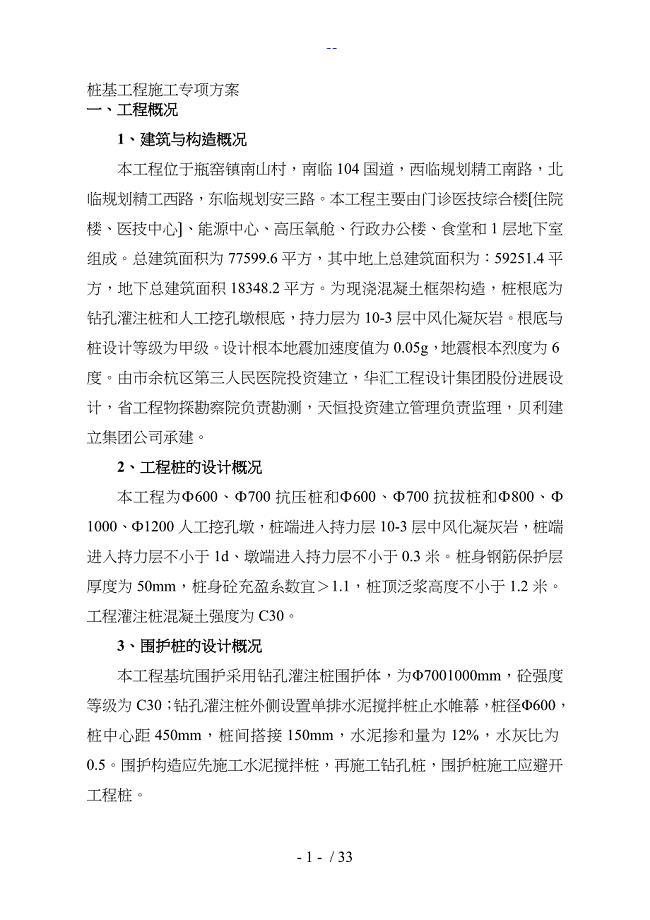
钻孔灌注桩桩基工程专项施工组织方案

植保无人机该怎样保养维护

人力资源考试资料
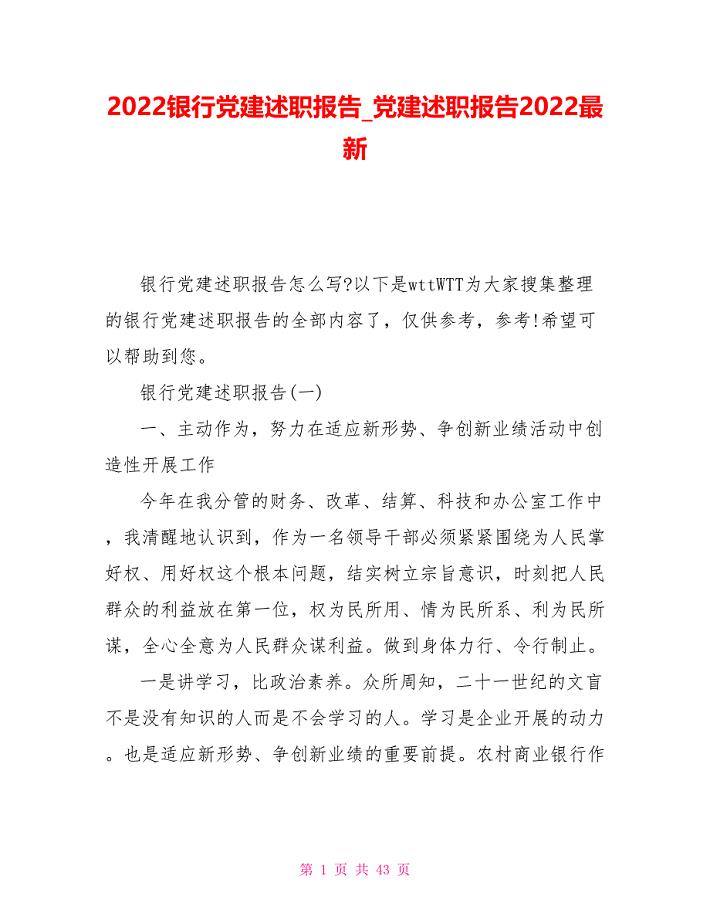
2022银行建述职报告建述职报告2022最新

地塞米松磷酸钠注射液项目建议书模板
河北教师资格之中学综合素质第五章教师基本能力:阅读理解能力
高级顾问聘用协议书格式版(八篇).doc

初一学生演讲稿范文:消防安全驻我心间
 工程项目管理复习资料
工程项目管理复习资料
2023-01-04 3页
钢筋混凝土加固设计
2023-03-06 30页
房地产公司营销中心组织架构及岗位职责
2023-03-03 6页
顺浩工程报验审核表
2023-05-28 19页
住宅小区物业管理常见问题分析
2022-12-11 7页
苏教版高中语文必修五字词音形义汇总打印版
2023-05-14 2页
甲醇-水精馏化工原理课程设计
2024-02-16 55页
华为企业交换机渠道销售策略指导书模板
2023-10-05 35页
纸杯娃娃活动方案
2023-06-16 4页
土木工程施工课程设计完整版
2023-03-02 18页