
船舶手工电弧焊工艺
27页
1、渤海船舶职业学院毕业设计(论文) 题目:船舶手工电弧焊工艺系:动力工程系 专业:轮机工程技术(船舶管系)姓名: xx 指导教师:xxx班级:11G251 评阅教师:xxx学号: xx 完成日期:2014年6月毕业设计说明书(论文)中文摘要题目:船舶手工电弧焊工艺摘要:船舶是我们现代社会中不可缺少的一种交通工具,也在各国的军事领域中占有相当高的位置船舶工业通过与上下游产业的广泛联系,还会对国民经济产生巨大的带动作用,这种带动作用对国民经济的贡献甚至要超过直接提供产品的贡献。英国、日本、新加坡、韩国等国在各自国家工业化的过程中之所以都选择了船舶工业作为支柱产业,其中很重要的原因就是因为船舶工业的发展能带动一大批相关产业的发展。然而船舶制造的重点之一就是焊接技术,而手工焊接技术是现代工业的基础技术之一也是关键工艺技术,也是用的最广的,在船体建造中,手工焊接工时约占船体建造总工时的30%40%,手工焊接质量是评价造船质量的重要指标,手工焊接效率直接影响到造船周期和船舶建造成本。因此,手工焊接技术进步对推动造船发展具有十分重要的意义。在这篇论文中我探讨了手工电弧焊的工具的管理和应用,在施工中应注
2、意的事项,还有施工工艺 。关键词:船舶 手工电弧焊 周期 成本目录目录3前言4一、手工电弧焊背景 51.1触电事故51.2火灾爆炸事故51.3灼伤51.4电光性眼炎51.5光辐射51.6有害气体和烟尘51.7高空坠落61.8中毒、窒息6二.手工电弧焊的安全防护规程72.1防触电的安全措施72.2防火灾爆炸的安全措施72.3防电光性眼炎的安全措施72.4防辐射的安全措施72.5防有害气体及烟尘的安全措施72.6防高坠的安全措施8三.手工电弧焊作业安全规程93.1作业前准备93.2作业设备使用维护安全规程93.2.1 电焊机93.2.2电焊钳93.2.3焊接电源93.2.4焊机电缆113.3作业中安全操作规程113.4高空作业注意事项113.5露天作业注意事项12四、手工电弧焊的操作134.1手工电弧焊的介绍如图134.2手工电弧焊主要工具介绍如图134.3手工电弧焊的操作步骤如图164.4手工电弧焊的七种运条方法164.5 船舶施焊要求204.5.1焊接材料的选择/保管204.5.2焊前204.5.3施焊顺序21结论22参考文献23附录24前言船舶工业是为所有的工业,农业,国防以及交通运
3、输业提供机器和装备的工业。在实现我国四个现代化的过程中,必须贯彻党的总路线精神,不断解决自行设和制造效能高、寿命长、重量轻、体积小、容量大、成本低的设备的问题。为了完成这一光荣而艰巨的任务,使机械设计与制造能力在短时间内超世界水平,除了必须解决设计与制造和使用的科学。而机械制造中的材料问题,一部分是属于金属材料本身的成分与质量问题,另一部分是属于材料的选用是否适当,在加工处理的工艺上是否发挥了材料的最大潜力的问题。因此,在提高金属材料的产量和质量的同时,还要提高和发挥材料的各种性能,充分挖掘潜力,做到既合实用又节省,只有这样才能达到多,快,好,省建设社会主义的目的。我国解放前船舶生产几乎完全是空白点。解放后,我国船舶工业的发展速度是世界上前所罕见的。在近2030年间,大量的引进外国的先进技术,推动了船舶工业的进程。在世界上90船舶的连接是用焊接方法来完成的,手工电弧焊又是我们生活生而中不可缺少的一部分。我做这篇论文就是从船舶的工作环境.材料的力学性能.船体的结构来分析船舶的手工焊接工艺。一、手工电弧焊背景1.1 触电事故在船舶焊接过程中,因焊工要经常更换焊条和调节焊接电流,操作进要直接
4、接触电极和极板,而焊接电源通常是220V/380V,当电气安全保护装置存在故障、劳动保护用品不合格、操作者违章作业时,就可能引起触电事故。如果在船舱内、管道上或潮湿的场所焊接,触电的危险性更大。 因焊接作业大多在露天,焊机、焊把线及电源线多处在高温、潮湿(修补的船底)和粉尘环境中,且电焊机常常超负荷运行,易使电源线、电器线路绝缘老化,绝缘性能降低,易导致漏电事故。1.2火灾爆炸事故 由于焊接过程中会产生电弧或明火,在有易燃物品的场所作业时,极易引发火灾。1.3灼伤 因焊接过程中会产生电弧、金属熔渣,如果焊工焊接时没有穿戴好电焊专用的防护工作服、手套和皮鞋,尤其是在高处进行船上建筑焊接时,因电焊火花飞溅,若没有采取防护隔离措施,易造成焊工自身或作业面下方施工人员皮肤灼伤。 1.4电光性眼炎 由于焊接时产生强烈火的可见光和大量不可见的紫外线,对人的眼睛有很强的刺激伤害作用,长时间直接照射会引起眼睛疼痛、畏光、流泪、怕风等,易导致眼睛结膜和角膜发炎(俗称电光性眼炎)。 1.5光辐射焊接中产生的电弧光含有红外线、紫外线和可见光,对人体具有辐射作用。红外线具有热辐射作用,在高温环境中焊接时易导致
《船舶手工电弧焊工艺》由会员夏**分享,可在线阅读,更多相关《船舶手工电弧焊工艺》请在金锄头文库上搜索。

三极管在电路中的应用三极管的适用范围

外贸业务员2023年工作计划范本(2篇).doc
2022年全区公路养护工作情况总结

服务员工作总结及不足(4篇).doc
爬山小学作文通用15篇
幼儿园大班美术活动策划方案(六篇).doc
关于能力为核心视角下的高职会计电算化专业课程改革
村级换届选举工作

小学美术校本课程教材儿童画
23立方根
六年级语文上册第八单元复习资料

酒店管理规章制度一览表酒店筹建用分析
设备操作手册
分子九年级化学教案
用典练习及答案
机械设计基础课后答案(1
初中数学教学课例《分式的乘除法》教学设计及总结反思
东阳市疾控中心疫苗冷库采购项目word版

【精选】高考地理真题类编:考点5人口的变化含答案
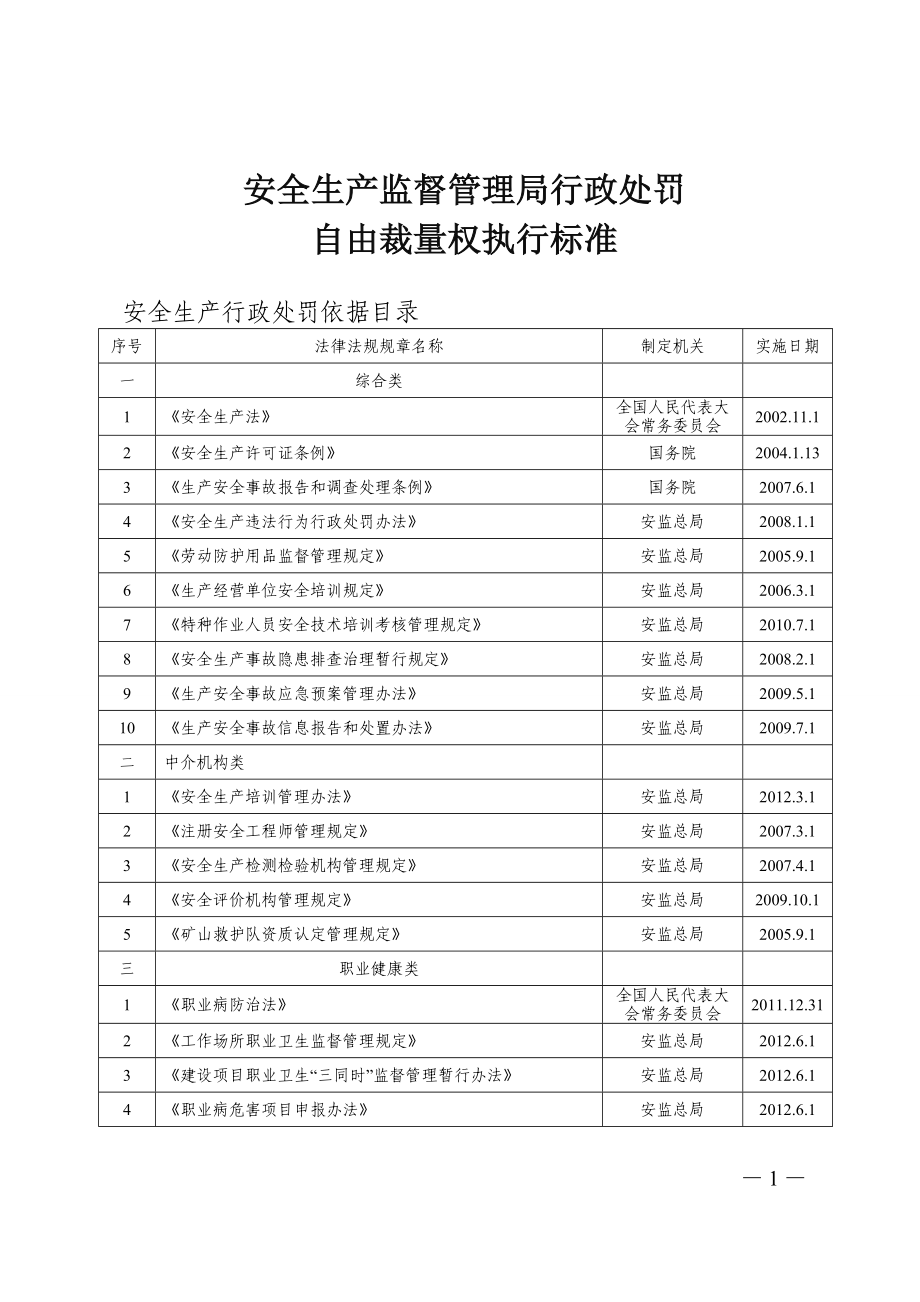
安全生产监督管理局行政处罚自由裁量权执行标准
 培训学校教学计划
培训学校教学计划
2023-12-16 10页
最新广东省肇庆市高三毕业班第一次模拟考试数学理试题及答案
2023-09-06 12页
寒假学习计划时间安排(四篇).doc
2022-08-04 6页
大学毕业生试用期个人工作计划(四篇).doc
2023-05-24 11页
电子商务专业学生实习心得体会
2023-06-18 3页
幼儿园小班健康体育说课稿:小猴运西瓜
2024-02-08 3页
苏教版小学三年级下册:《练习3》教案
2023-07-14 6页
2023年历史教师教学个人总结范文3篇
2023-08-13 10页
会计电算化实习工作的自我鉴定范文.doc
2024-02-12 7页
物资部年度工作计划标准样本(2篇).doc
2023-03-24 5页