
FANUC 0i系统常见无报警信息的故障排除
12页
1、FANUC 0i系统常见无报警信息的故障排除1、诊断功能的使用 数控系统发生故障后,如无报警信息,通过系统的诊断画面进行故障判断。系统的诊断画面在机床出现异常时,诊断功能提供的报警信号和监控数据为故障判断提供了判断的依据。 调出诊断画面的操作方法如下: 2、利用诊断功能诊断故障 如何有效地使用诊断功能提供的诊断信息来帮助查找和排除故障呢?这一定是我们最为关注的问题。接着来学习如何使用诊断功能去解决一些在实际中经常出现的一些隐性故障。 (1)诊断号000为1时,表明系统正在执行辅助功能(M指令)。在辅助功能的执行过程中,000号将会保持为1,直到辅助功能执行完了信号到达为止。因此,当 出现辅助功能执行时间超出正常值时,可能是辅助功能的条件未满足。所以出现无报警的异常,查找故障点时,若诊断号000为1,可以首先检查辅助功能所要完 成的机床动作是否已经完成。 故障现象:一数控机床在自动运行状态中,每当执行M8(切削液喷淋)这一辅助功能指令时,加工程序就不再往下执行了。此时,管道是有切削液喷出的,系统无任何报警提示。 排除思路:调出诊断功能画面,发现诊断号000为1,也就是说系统正在执行辅助功
2、能,切削液喷淋这一辅助功能未执行完成(在系统中未能确认切削液是否己喷出,而事实上切削液已喷出)。于是,查阅电气图册,发现在切削液管道上装有流量开关,用以确认切削液是否已喷出。在执行M8这一指令并确认有切削液喷出的同时,在PMC程序的信号状态监控画面中检查该流量开关的输入点X2.2而该点的状态为0(有喷淋时应为1),于是故障点可以确定为在有切削液正常喷出的 同时这个流量开关未能正常动作所致。因此重新调整流量开关的灵敏度,对其动作机构喷上润滑剂,防止动作不灵活,保证可靠动作。在作出上述处理后,进行试运行,故障排除。 (2)诊断号003为1时,表明系统正在对移动后的伺服轴是否准确定位到指令值进行检查。当伺服轴未能实现准确定位的话,将会出现诊断号003长期为1的情况出现。 故障现象:一数控机床在自动加工过程中,经常出现偷停现象。特别是在Z轴移动后,出现偷停现象比较多。在出现此现象后,加工程序就不往下执行了,但可能几十秒后,加工程序又重新往下执行,有时又不行,机床就一直愣在那里没有发出任何的报警信息。 排 除思路:在无任何报警信息的情况下,调出诊断功能画面,希望从中找到一点故障的线索。在对诊断功
3、能画面进行查看时发现,诊断号003正在进行到位检测,信 号为1,于是查看诊断号为300的各伺服轴实时指令与实际位置偏差量,发现Z轴的实时指令与实际位置偏差量的值为50而定位的容许偏差值(到位宽度)是由 参数1826设定的,也就是说只要诊断号为300的各伺服轴实时指令与实际位置偏差量不超过参数1826中所设定的值的话,系统就认为伺服轴的定位完成,否则的话系统认为伺服轴的定位未完成,于是就进行反复的定位,加工程序也就无法往下执行。而这台机床在参数1826中,Z轴的到位宽度值是4,所以是Z轴的实际位置偏差量大于参数设定的到位宽度值,于是出现了此故障现象。参数1825是各轴的伺服环增益,与位置偏差量的关系为: 位置偏差量进给速度/60伺服环增益 根据此公式,可以将Z轴的伺服环增益值适当减少,从而减少位置偏差量。在对参数1825作出了适当的调整之后,Z轴的位置偏差量减少为1,即位置偏差量小于参数1826的设定值,故障排除。 (3)诊断号005为1时,表明系统正处于各伺服轴互锁或启动锁住信号被输入,该信号禁止机床各伺服轴移动。机床所有的轴或各伺服轴未能满足移动条件,或者说是如果伺服轴移动的话将会有
4、危险的情况出现。当以下PMC的伺服轴互锁信号为0时,则机床进入伺服轴互锁状态,也就是禁止移动: G8.0(禁止所有伺服轴移动) 6130.0(禁止系统定义的第一伺服轴移动) 6130.1(禁止系统定义的第二伺服轴移动) 6130.2(禁止系统定义的第三伺服轴移动) 6130.3(禁止系统定义的第四伺服轴移动) 6132.0(禁止系统定义的第一伺服轴正方向移动) 6132.1(禁止系统定义的第二伺服轴正方向移动) 6132.2(禁止系统定义的第三伺服轴正方向移动) G132.3(禁止系统定义的第四伺服轴正方向移动) 6134.0(禁止系统定义的第一伺服轴负方向移动) 6134.1(禁止系统定义的第二伺服轴负方向移动) G134.2(禁止系统定义的第三伺服轴负方向移动) 6134.3(禁止系统定义的第四伺服轴负方向移动) 故障现象:一数控加工专机在自动运行的过程中,当执行到G 90G01Z0;这一句程序时,出现无故停止的现象。进行系统复位,再重新开始执行加工程序,也是执行到G 90G01Z0;这一句程序时,停止动作。此时,也无任何的报警信息。 排除思路:在无任何报警信息的情况下,调出诊断功
《FANUC 0i系统常见无报警信息的故障排除》由会员桔****分享,可在线阅读,更多相关《FANUC 0i系统常见无报警信息的故障排除》请在金锄头文库上搜索。
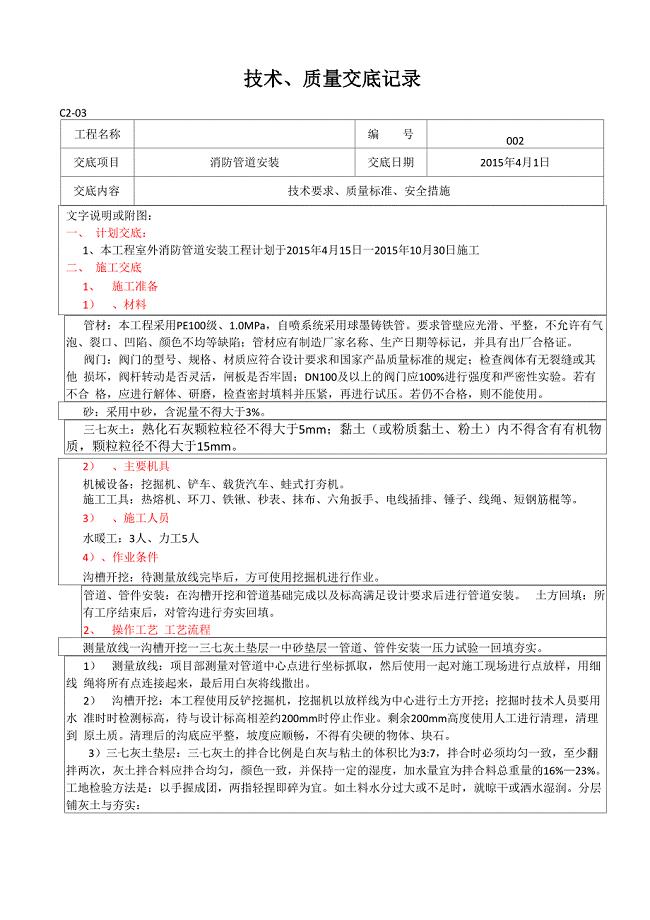
消防施工(PE管和球墨铸铁管)安装技术交底
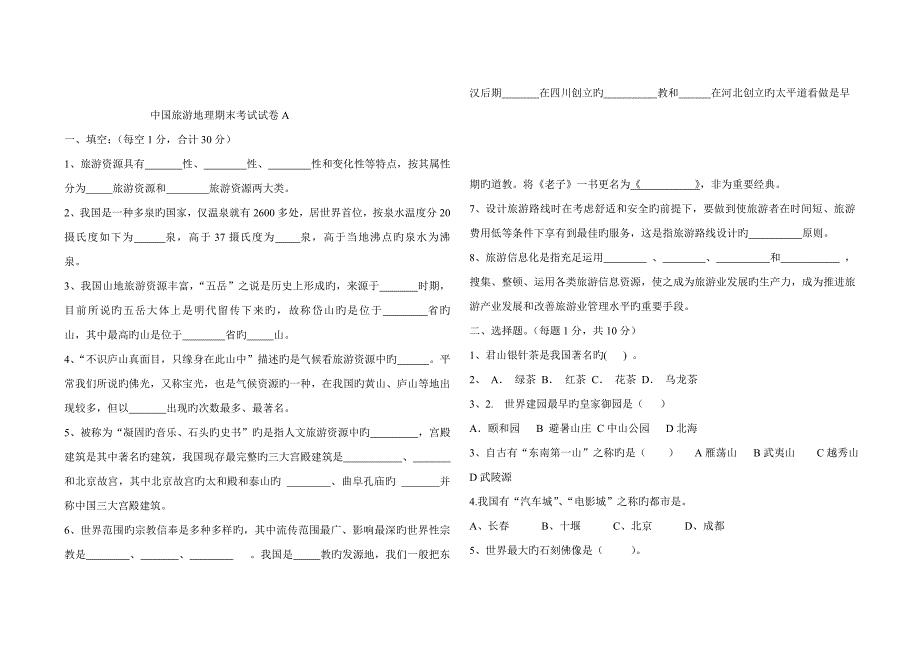
中国旅游地理期末试题卷
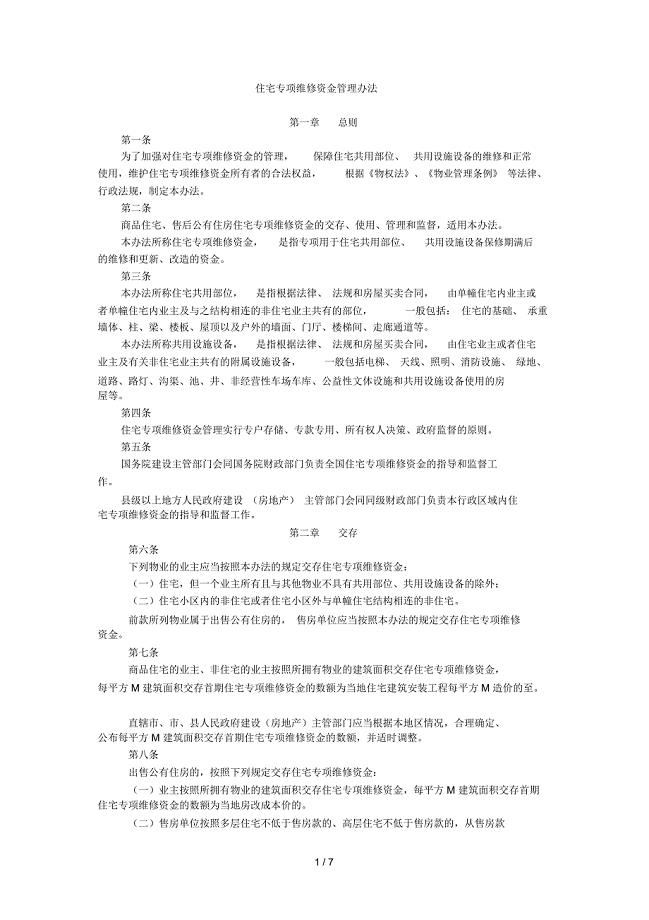
住宅专项维修资金管理办法
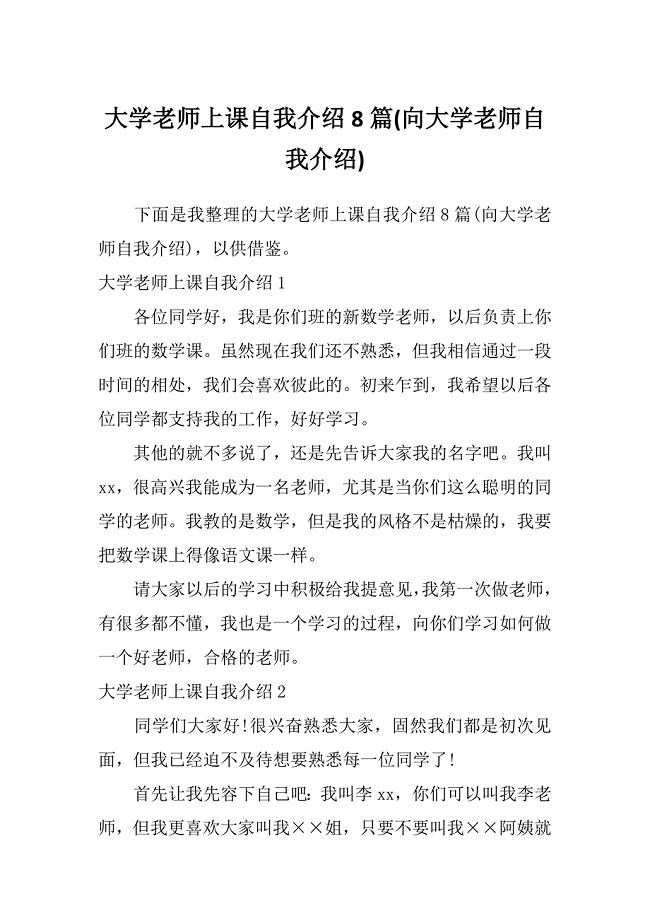
大学老师上课自我介绍8篇(向大学老师自我介绍)
2023年致加西亚的信读后感精选热门优秀模板三篇
无锡住宅装饰装修验收规定gttw
锂离子电池项目可行性研究报告模板
河源石墨散热膜项目申请报告(模板)
小型农田水利工程验收表格hasy
关于吃的误区
中心小学安全隐患排查制度(五篇)
交通基础设施建设战情况
某燃气锅炉安装工程施工方案及对策
会计信息系统填空题
塔机租赁合同电子版(4篇).doc
第一学期四年级上册英语第一月考测试题
一年级成绩分析
水泥搅拌桩质量保证措施方案
小小飞虎队电影观后感
年终环保局团总支工作总结
 软件公司会计简历模板
软件公司会计简历模板
2023-05-24 5页
22019年(第4届)软件和信息技术服务综合竞争力百强
2023-08-15 3页
电脑右下角出现-损坏文件-请运行chkdsk修复工具
2022-11-21 7页
软件技术开发合同
2022-11-06 7页
单片机课程设计--8个LED灯来回点亮.doc
2023-10-11 20页
高考临近时给你提个醒(2015年高考)-副本.doc
2023-03-24 19页
鱼香肉丝怎么做好吃
2022-08-30 5页
计算机病毒及预防
2023-03-19 4页
动火作业施工方案.doc
2023-06-16 9页
巡察组长在反馈问题整改落实情况测评会上的讲话
2022-12-19 5页