
CA6140主轴机械加工工艺及夹具设计论文
53页
1、第一章 零件的分析1.1 零件的作用本次设计所给定的零件是CA6140主轴零件图。他主要位于主轴箱部,主要作用是传递回转和扭矩。电动机的回转运动和扭矩是通过各级变速齿轮等传递到主轴,再通过主轴传递给工件或刀具的。主轴必须具有较高的回转精度,以保证工件几何形状的正确;为机床附件和有关工艺装备提供安装基面,直接或间接地支持和导向作用;当棒料(毛坯)需从主轴中心通孔通过作贯穿送料时,主轴内孔还具有支承作用。1.2 零件的工艺分析1.2.1 主轴的主要技术要求1.2.1.1 尺寸精度和表面粗糙度:主轴的支承轴和安装传动齿轮的轴颈是决定机床工作精度的关键表面,其精度要求最高,一般不低于IT5级;表面粗糙度。由于主轴需要在负荷条件下作回转运动,故要求有较高的抗疲劳的能力,表面不允许有裂纹等缺陷。1.2.1.2 表面几何形状和相互位置精度:主轴支承轴颈的圆度直接影响加工工件的圆度,故要求较高,其误差不大于尺寸的。主轴轴颈对支承轴颈的跳动公差,用标准检验棒检查时,在近主轴端处不大于:在离主轴端处不大于。其他定位表面对支承轴颈的同轴度、平行度或垂直度公差一般为。1.2.1.3 主轴上螺纹的精度,一般不低
2、于二级。1.2.2 工艺过程分组CA6140车床主轴结构较为复杂,精度要求也较高,在大批量的生产条件下,主轴的机械加工工艺过程有三组加工表面。第一阶段:以毛坯外圆为基准,车和的端面及钻中心孔。第二阶段:以中心孔为基准,粗车外圆,半精车、磨削各阶段外圆、轴颈,铣键槽,车、螺纹、钻端面上各孔、铣花键。第三阶段:以两端面支承轴颈为基准,钻通孔、车、磨小端面锥孔(配锥堵),车、磨大端锥孔(配莫氏号锥堵)。1. 工艺规程的设计2.1 确定毛坯的制造形式 零件材料为钢。主轴在机床运行中要起到传递功率的作用,则其在工作过程中,经常受到扭矩作用,由于零件年生产量为件,已达到大批量生产的水平,而且零件的轮廓尺寸不太大。故可采用模锻成型,且为胎膜锻。它的毛坯精度较高,加工余量较小,对提高生产率,保证加工质量也是有利的。 2.2基准的选择2.2.1 粗基准的选择为取得两中心孔作为精加工的定位基准,所以机械加工的第一道工序是铣两端面中心孔。为此可选择前、后支承轴颈(或其近处的外圆表面)作为粗基准。这样,当反过来再用中心孔定位,加工支承轴颈时,可以获得均匀的加工余量,有利于保证这两个高精度轴颈的加工精度。2.2
3、.2 精基准的选择为了避免基准不重合误差,考虑工艺基准与设计基准和各工序定位基准的统一,以及尽可能在一次装夹中加工较多的工件表面,所以在主轴精加工的全部工序中(二端锥孔面本身加工时除外)均采用二中心孔作为定位基准。在主轴中心孔通孔钻出以后,原中心孔消失,需要采用锥堵,借以重新建立定位精度(二端中心孔)。中心孔在使用过程中的磨损会影响定位精度,故必须经常注意保护并及时修整。特别是在关键的精加工工序之前,为了保证和提高定位精度,均需重新修整中心孔。使用锥堵时应注意:当锥堵装入中心孔后,在使用过程中,不能随意拆卸和更换,都会引起基准的位置变动,从而造成误差。2.2.3基准的转换由于主轴的主要轴颈和大端锥孔的位置精度要求很高,所以在加工过程中要采用互换基准的原则,在基准相互转换的过程中,精度逐步得到提高。以轴颈为粗基准加工中心孔;以中心孔为基准,粗车支承轴颈等外圆各部;以支承轴颈为基准,加工大端锥孔;以中心孔(锥堵)为基准,加工支承轴颈等外圆各部;以支承轴颈为基准,粗磨大端锥孔;以中心孔为(重配锥堵)为基准,加工支承轴颈等外圆各部;以大端支承轴颈和外圆表面为基准,精磨大端锥孔。特别是最后精磨主
4、轴锥孔时,由于定位基准选择恰当,收到了互基准和基准重合双重效果,从而保证了很高的主轴跳动精度。2.3制定工艺路线由于生产类型为大批生产,故在使零件的几何性状、尺寸精度几位置精度等技术要求得到合理的保证的前提下,应采用专用的夹具,并应尽量使工序集中起来提高生产率,处此之外,还应考虑经济效果,以使生产成本尽量提高。2.3.1加工工艺卧式车床主轴的工艺过程如下:工序 模锻工序 正火热处理工序 车两端面、钻中心孔,毛坯外圆为粗基准,选用卧式车床并加专用夹具。工序 粗车外圆,以顶尖孔为基准,选用卧式车床。工序 调质热处理工序 车大端外圆、短锥、端面和台阶。以顶尖孔为基准,选用卧式车床。工序 仿形车小端各部外圆,以顶尖孔为基准,选用半自动液压仿形车床。工序 钻通孔,以两端支承轴颈为基准,选用深孔钻镗床专用夹具。工序 车小端内锥孔,顶尖孔为基准(配锥堵),选用卧式车床专用夹具。工序 车大端锥堵(配莫氏号锥堵)以两端支承轴颈为基准,选用卧式车床专用夹具。工序11 钻大头端面各孔(、),以大端内锥孔为基准,选用摇臂钻床并专用夹具。工序12 钻孔,以前端轴颈和E面基准, 选用摇臂钻床并专用夹具。工序13
《CA6140主轴机械加工工艺及夹具设计论文》由会员ni****g分享,可在线阅读,更多相关《CA6140主轴机械加工工艺及夹具设计论文》请在金锄头文库上搜索。
关于诚信考试承诺书集锦六篇

各种基础油的功效作用及用途
小区物业车位租赁合同参考模板五篇
科教版人教PEP版三年级英语上册看图写单词专项竞赛题

大一新生班主任工作计划参考模板(二篇).doc
最新老师我想对您说满分作文五篇
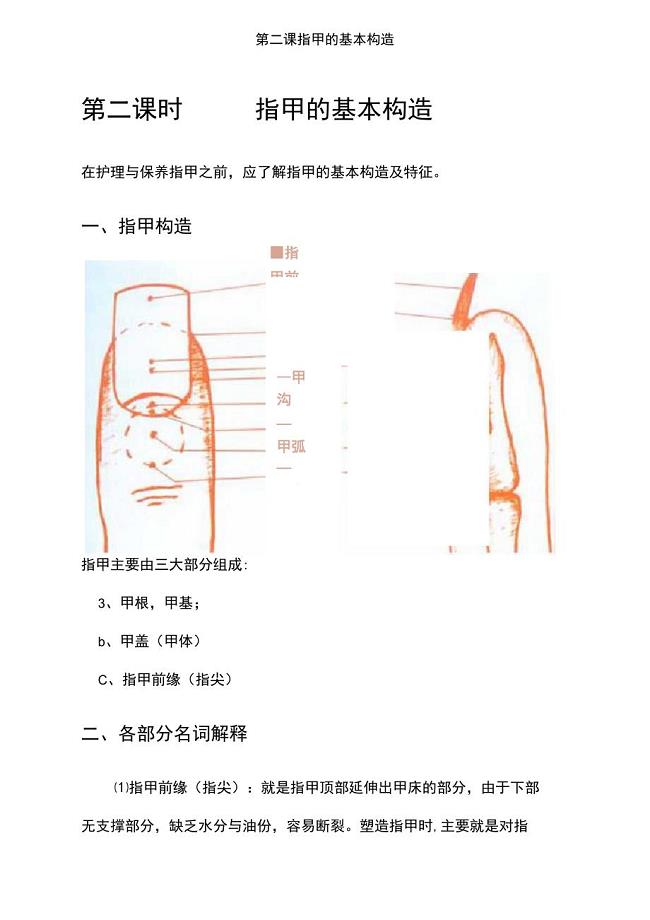
第二课指甲的基本构造

幼儿园圣诞节亲子活动策划方案(二篇)

债权无偿转让协议
水泥滴定试验步骤
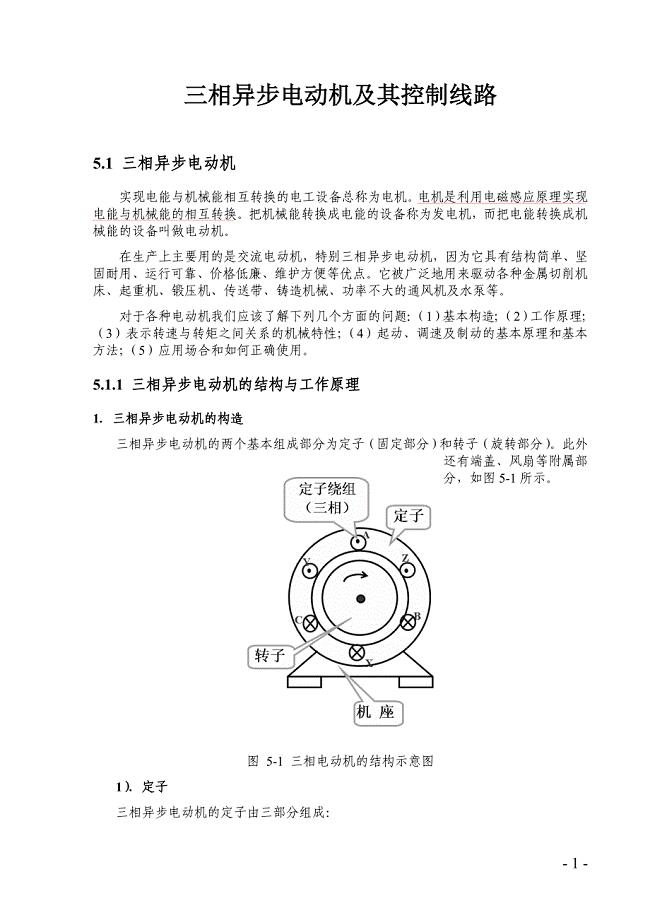
三相异步电动机及其控制线路范本
《失业人员再就业政策》

第八章电功率测验2
无息借款合同官方版(七篇).doc

源城区农村信用合作社联合社内设职能部门及其工作职责
2022年创业计划模板集合8篇【精选】
新版四川省泸州市高三第三次教学质量诊断性考试数学理试卷及答案
太原医美服务项目实施方案【范文参考】
2215013751电厂防腐保温施工方案
利必通说明书
 2021年村两委换届新冠肺炎疫情防控工作预案
2021年村两委换届新冠肺炎疫情防控工作预案
2022-09-24 4页
内科护理2021年度工作计划
2023-02-14 14页
2021中小学安全教育知识竞赛题库(含答案解析版)
2024-02-22 19页
2018电大建筑测量机考题库.doc
2023-02-11 33页
集团公司领导班子廉政风险点.doc
2023-06-12 3页
幼儿园食品从业人员培训记录.doc
2022-10-19 22页
民营企业内部管理体系诊断报告.doc
2023-01-24 42页
一年级上册补充音节练习
2022-11-14 4页
学生上下学交通安全情况排查登记表(样表)
2023-11-28 4页
长玻纤增强反应注射成型设计说明书
2023-05-18 46页