
蜗轮箱体的实体造型与仿真加工设计
9页
1、蜗轮箱体的实体造型与仿真加工设计【摘要】本设计的内容总共包含三部分,分别为蜗轮箱体的机械加工工艺规程设计、蜗轮箱体的三维实体造型和仿真加工。第一部分主要是对蜗轮箱体进行分析、计算,从而确定各种加工参数,制定出合理的加工工艺路线;第二部分主要是采用Pro/E对箱体进行实体造型;第三部分主要是采用Mastercam X5对其某些部分进行模拟仿真加工,从而为后续的实际加工做好准备。【关键词】蜗轮箱体;加工工艺;实体造型;仿真加工 Worm gear case of the solid modeling and simulation processing designAbstract: The total content of this design consists of three parts, namely, the worm box machining process planning, three-dimensional solid modeling worm gear box and simulation processing. The first part is a worm b
2、ox for analysis, calculations to determine the various processing parameters, to develop a rational process route; The second part is the use of Pro / E on the cabinet be solid modeling; The third part is mainly carried out using Mastercam X5 simulation processing some of its parts, so as to prepare for the subsequent actual processing.Key Words: Worm cabinet; Processing; solid modeling; simulation machining process目 录引言11 零件分析21.1零件作用分析21.2零件的结构分析32.1基准的选择4基面的选择4粗基面的选择4精基面的选择42.2确定毛坯的铸型形式42.3制定
3、工艺路线的原则42.4加工工艺过程分析4保证相互位置精度4防止变形的工艺措施52.5制定机械加工工艺路线5方案一5方案二52.6工艺方案的比较与分析52.7确定工艺方案52.8机床设备的选择62.9刀具量具的选择72.10确定加工余量82.11确定切削参数93 基于Pro/E的蜗轮箱体三维实体造型153.1 Pro/E简介153.2蜗轮箱体的三维建模154 基于Mastercam的蜗轮箱体三维仿真加工214.1 Mastercam简介214.2 仿真目的214.3铣底面21设置机床21设置毛坯22设置加工参数23仿真加工244.4 钻4-18的孔25设置机床25设置毛坯25设置加工参数26仿真加工27生成NC代码285 模态分析305.1 ANSYS简介305.2 分析目的305.3 分析过程305.4结论33总结34致谢35参考文献36附录A1引言随着我国经济的高速增长,尤其是现代工业的快速发展,各种传动机构越来越受到人们的青睐,其中蜗轮蜗杆传动以其独特的特点在机械中广泛运用,其主要优点有:可以得到很大的传动比,比交错轴斜齿轮机构紧凑;两轮啮合齿面间为线接触,其承载能力大大高于交错轴
4、斜齿轮机构;蜗杆传动相当于螺旋传动,为多齿啮合传动,故传动平稳、噪音很小;具有自锁性。当蜗杆的导程角小于啮合轮齿间的当量摩擦角时,机构具有自锁性,可实现反向自锁,即只能由蜗杆带动蜗轮,而不能由蜗轮带动蜗杆。如在其重机械中使用的自锁蜗杆机构,其反向自锁性可起安全保护作用。蜗轮箱作为蜗轮蜗杆行走的支撑和定位机构,其主要作用是支承各传动轴,保证各轴之间的中心距及平行度,并保证蜗轮箱各部件的正确安装。因此蜗轮箱箱体零件的加工质量,不但直接影响箱体内各个部件的装配精度和运动精度,而且还会影响工作精度、使用性能和寿命,因此其加工工艺及制造技术就显的尤为重要。 现在,机械制造业已成为了我国新时期经济和科技发展的生力军,机械制造业作为一个传统的领域已经发展了多年,积累了不少理论和实践经验,但随着社会的发展,人们的生活水平日益提高,各个方面的个性化要求更加强烈,作为已经深入到各行各业已成为基础工业的机械制造业面临着严峻的挑战。1 零件分析1.1零件作用分析查阅相关资料,可知蜗轮箱体是蜗轮减速器的一个重要部件,它是用来承接蜗轮和蜗杆并且让它们保持垂直,实现蜗轮和蜗杆的正确啮合,使蜗杆带动蜗轮,从而将速度降
《蜗轮箱体的实体造型与仿真加工设计》由会员新**分享,可在线阅读,更多相关《蜗轮箱体的实体造型与仿真加工设计》请在金锄头文库上搜索。
老师怎样和学生说话读后感
小学语文教学反思 (2)

个人下半年工作计划3篇下半年工作及个人计划
中铝瓷球项目可行性研究报告写作范本
特种作业人员管理制度范文(四篇).doc

2023年大学生职业道德心得体会范文6篇

2023小学卫生工作计划范文(2篇).doc
安全生产工作台帐表格仅供参考企业根据实际制定表格
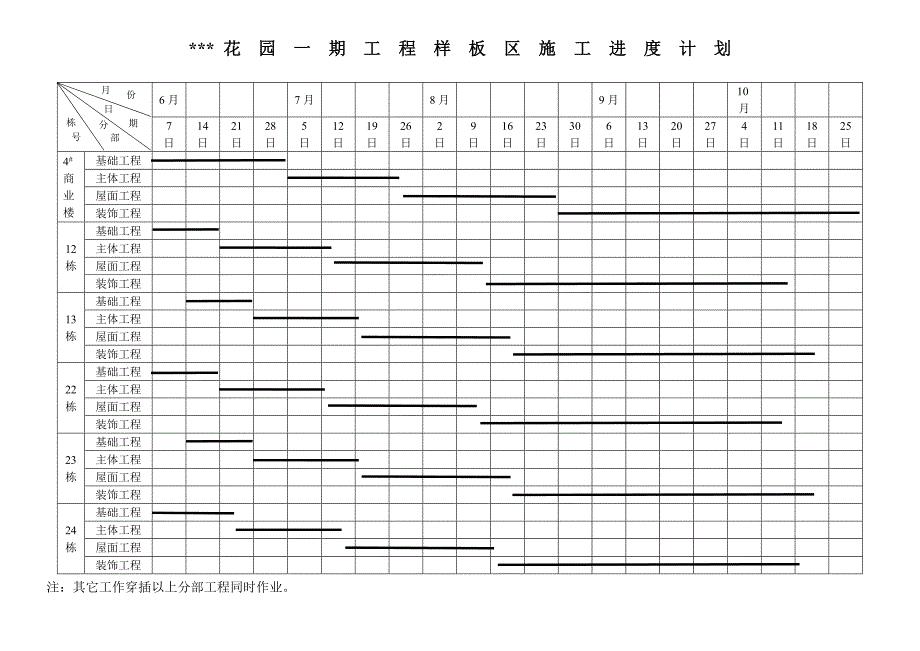
新《组织施工设计》工程样板区施工进度计划
2&amp#215;&amp#215;软件学院物业管理投标书
小青瓦仿古屋面工程施工设计方案
2023年《骆驼祥子》读书心得集合15篇
高能效空调管路配件项目资金申请报告写作模板
分析我国餐饮业的发展前景
部编版三年级语文上册第五单元提升练习题及答案
工艺执行检查考核实施办法

《测量不规则物体的体积》教学设计
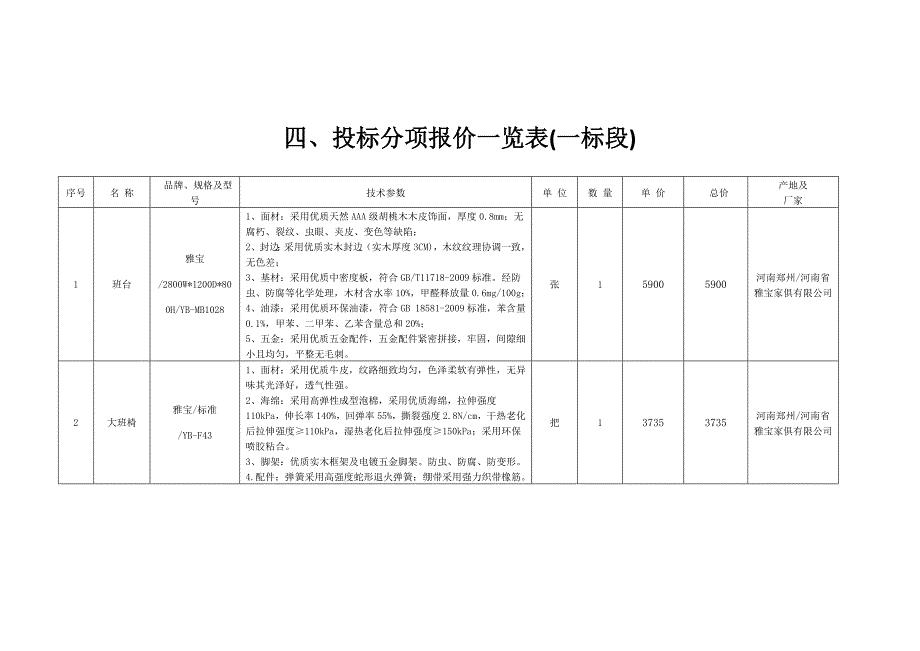
投标分项报价一览表一标段
我期待的靑奥
银杏果叶制品项目可行性研究报告写作范本
 菜鸟学设计模式(28天)
菜鸟学设计模式(28天)
2023-09-20 17页
钢厂各车间通风除尘设计
2023-01-18 6页
通用技术结构与设计
2023-11-16 11页
种技术平面设计必备
2022-10-13 7页
桥式起重机主梁设计
2023-06-11 26页
电梯控制柜的设计
2022-09-17 15页
通过词汇走进现代概念设计
2022-08-28 4页
高层写字楼设计要点
2023-05-04 11页
过程设备设计知识点
2022-08-15 8页
空调设计参数资料
2023-03-31 5页