
拨叉加工工艺卡片完整新版
16页
1、拨叉加工工序卡片江汉大学材控专业机械加工工艺过程产品型号零件图号产品名称零件名称共页第页材料牌号35毛坯种类模锻成型毛坯夕、形尺寸每毛坯件数1每台件数1 备注工 序 号序称 工名工序内容车间工段设备工艺装备工时准终单件模锻模锻起模斜度700正火 处理锻件正火,硬度180HBS05铣端 面粗铣,精铣叉头前后两端面IT10 Ra6.3X51立铣刀,游标卡尺10钻孔 铰孔钻孔,粗铰,精铰直径15.81F8 IT8 Ra3.2孔Z525麻花钻,铰刀,塞规15铣端 面粗铣,精铣叉口两个外端面IT10 Ra6.3X51立铣刀,游标卡尺20铣 内侧粗铣,精铣叉口中间两侧面IT10 Ra6.3X51立铣刀,游标卡尺25铣槽 端面粗铣拔槽中间两侧面,最右面和叉头最下面IT12Ra12.5,精铣拔槽中间两侧面IT10 Ra6.3X51立铣刀,游标卡尺30铣侧 面粗铣精铣拔槽前后两侧面IT10 Ra6.3X51立铣刀,游标卡尺35钻孔 攻丝用直径8.5的麻花钻钻孔,用直径10的丝锥攻丝加工 M10的螺纹孔Z525麻花钻,丝锥,塞规40倒角加工叉口 0.8X45度倒角,加工孔直径 15.81 F8上的1.2X
2、45度倒角和外面3X45度的倒角倒角刀45叉口 淬火两叉口淬火50钳毛 刺塞规百分表卡尺等设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件 号签 字日期标记处数更改文件 号签字日 期机械加工工序(05)卡片江汉大学机电学院机械加工工序卡片工步内容工艺装备零件图号共7页零件名称变速器换档叉第1页车间工序号工序名称材料牌号05铳端面35毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件11设备名称设备型号设备编号同时加工件数立式铳床X511夫具编号夹具名称切削液专用夹具乳化液工位器具编号工位器具名称工序工时准终单件主轴转速切削速度进给量/背吃刀量走刀工时定额步 号/ (r/ min)/ (m/min)(mm/ r)/mm次数基本辅助1粗铣叉头前端面IT12 Ra12.540立铳刀,游标卡尺25532.030.151.5110.72s1.61s2粗铣叉头后端面IT10 Ra6.340立铳刀,游标卡尺25532.030.150.5110.72s1.61s3精铣叉头前端面IT12 Ra12.540立铳刀,游标卡尺30037.680.081.518.54s1.28s4精
3、铣叉头后端面IT12 Ra12.540立铳刀,游标卡尺30037.680.080.518.54s1.28s设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号 签字 日期标记处数更改签字.日期文件号江汉大学机电学院机械加工工序卡片机械加工工序(10)卡片零件图号零件名称变速器换档叉工步内容工艺装备车间毛坯种类锻件设备名称 立式钻床夹具编号工位器具编号主轴转速/ (r/ min)1 用15.5的麻花钻钻孔硬质合金麻花钻3922 粗铰孔至 15.7, IT103 精铰孔至 15.81, IT,8 Ra3.2铰刀,塞规铰刀,塞规195195工序号10毛坯外形尺寸设备型号Z525切削速度/ (m/min)进给量/(mm/ r)19.090.229.610.229.680.12工序名称钻孔,铰孔每件毛坯可制件数1设备编号夹具名称专用夹具工位器具名称背吃刀量/mm42.942.942.9走刀次数共7页第2页材料牌号35每台件数1同时加工件数1切削液乳化液_工序工时_准终|单件工时定额基本 辅助32.4s6.48s81.6s78.6s16.32s15.72s设计(日 期)
《拨叉加工工艺卡片完整新版》由会员cl****1分享,可在线阅读,更多相关《拨叉加工工艺卡片完整新版》请在金锄头文库上搜索。
法院审理民事案件的相关知识
停车场安全管理制度参考范本(六篇)
9年级1-10单元语法复习整理
2022年会计从业资格考试点睛提分卷275
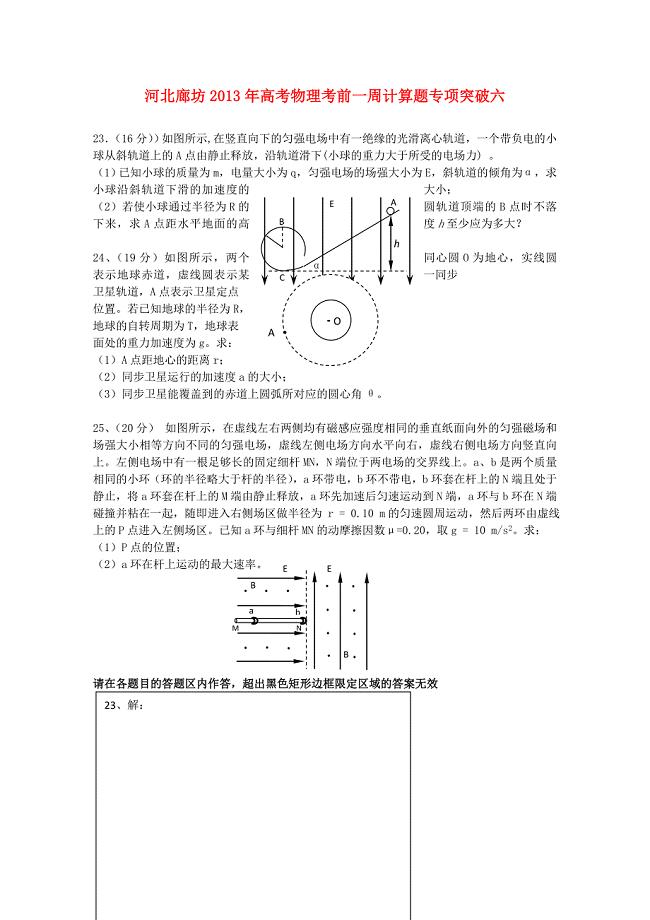
河北省廊坊2013年高考物理 考前一周计算题专项突破六
电气施工安全技术交底记录
简历中的座右铭
2023小学体育教师工作述职总结.doc
精品韶关市韶钢第一中学阶梯教室改造及装修音响平台项目12
攀枝花生物科研试剂技术应用项目招商引资方案【模板范文】
2023年小学生必读名著20本
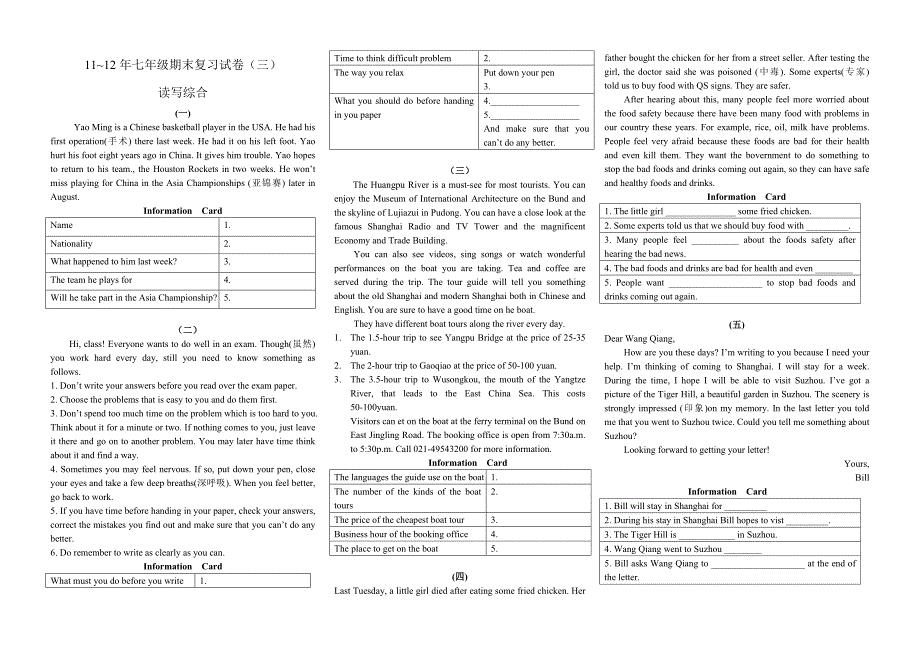
七年级复习试卷-看图填空和读写综合
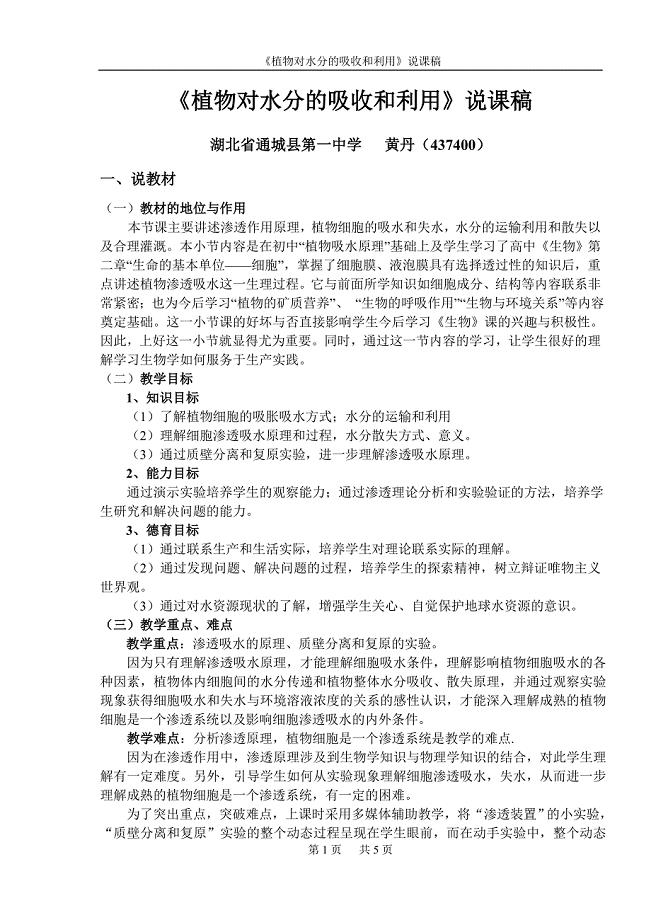
植物对水分的吸收和利用
工程建设招标投标合同官方版(4篇).doc
20以内加减法混合测试题(50道)
2022年秋季幼儿园教师个人工作总结
江苏省涟水县第四中学九年级物理上册11.3功学案无答案苏科版
教育法律法规:学生的权利与义务

红薯片项目资金申请报告写作模板-代写定制
临床医学检验相关专业知识考前突破试题附答案
 2023年小学生必读名著20本
2023年小学生必读名著20本
2023-04-15 7页
全国计算机信息高技术考试过程质量评分表
2023-01-17 3页
酒店工作总结21.doc
2023-03-24 61页
综合实践活动方案范文三篇
2022-12-27 22页
压力容器热处理工艺守则样本
2023-09-09 6页
市政桥梁工程监理评估报告
2023-09-19 7页
数控技术测验
2024-01-25 28页
文化绿城小学基本功粉笔字内容
2023-05-25 6页
2023年我的自画像四年级优秀作文(精选10篇)
2023-03-20 10页
托福独立口语快速提炼观点技巧实例讲解共7篇托福独立口语高分技巧
2022-10-10 57页