
二氧化碳气体保护焊焊接工艺要点
21页
1、远望科工贸二氧化碳气体保护焊焊接工艺适用范围: 本工艺适用于钢结构制作与安装二氧化碳气体保护焊焊接工艺。工艺规定了一般低碳钢、 普通低合金钢的二氧化碳气体保护焊的基本要求。凡各工程的工艺中无特殊要求的结构件的二氧化碳气体保护焊均应按本工艺规定执行。第一节材料要求1.1钢材及焊接材料应按施工图的要求选用,其性能和质量必须符合国家标准和行业标准的规定, 并应具有质量证明书或检验报告。如果用其它钢材和焊材代换时,须经设计单位同意,并按相应工艺文件施焊。1.2焊丝焊丝成份应与母材成份相近,主要考虑碳当量含量,它应具有良好的焊接工艺性能。焊丝含C 量一般要求 0.11%。其表面一般有镀铜等防锈措施。目前我国常用的CO2气体保护焊焊丝是H08Mn2SiA ,其化学成分见GB1300-77 。它适用于焊接低碳钢和抗拉强度为 500MPa 级的低合金结构钢。H08Mn2SiA 焊丝熔敷金属的机械性能详见GB8110-87二氧化碳气体保护焊用焊丝。1.3 CO2 气体纯度不低于 99.5%,含水量和含氧量不超过 0.1%,气路系统中应设置干燥器和预热装置。当压力低于 10 个大气压时,不得继续使用。1.
2、4焊件坡口形式的选择要考虑在施焊和坡口加工可能的条件下,尽量减小焊接变形,节省焊材, 提高劳动生产率,降低成本。一般主要根据板厚选择(见气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸GB985-88)。1.5不同板厚的钢板对接接头的两板厚度差(1)不超过表5.1规定时,则焊缝坡口的基本形式与尺寸按较厚板的尺寸数据来选择;否则应在厚板上作出如表中图示的单面a)或双面削薄 b),其削薄长度 L 3(1)。表 5.1较薄板厚度(mm) 25 59 912 12允许厚度差 (1) (mm)123411a)b)- 1 -远望科工贸备名称电动空压机柴油发电机CO2 焊机焊接滚轮架翼缘矫正机备名称超声波探伤仪数字温度仪数字钳形电流表温湿度仪焊缝检验尺磁粉探伤仪游标卡尺钢卷尺第二节主要机具表 2.1焊接用机械设备表CO2设备型号数 量根据工程实际情况确根据工程实定际情况确定表 2.2工厂加工检验设备、仪器、工具表设备型号数 量根据工程实际情况确根据工程实定际情况确定单位备注台碳弧气刨台应急使用台结构焊接台结构焊接台型钢校正单位设备能力台检查焊缝内部缺陷台测量层间温度个测量焊接电流个测量空气湿度把
3、检验焊缝外观尺寸台检查焊缝外观尺寸把检查焊缝外观尺寸把测量第三节作业条件3.1焊接区应保持干燥、不得有油、锈和其它污物。3.2当焊接区风速过大而影响焊接质量时,应采用挡风装置。对焊接现场进行有效防护后方可开始焊接。3.3施焊前打开气瓶高压阀,将预热器打开,预热10 15 分钟,预热后打开低压阀,调到所需气体流量后焊接。3.4直径不大于 1.2mm 时,二氧化碳气体流量一般为6 15L/min为宜。当选用大电流焊时,焊速提高,室外焊及仰焊时,应采用较大气体流量。3.5为保证焊接过程的稳定性, 细丝导电嘴孔径一般不大于焊丝直径的0.1 0.25mm,粗丝焊导电嘴孔径一般应不大于焊丝直径的0.20 0.40mm 。送丝软管内的曲率半径不得小于150mm。3.6焊丝伸出长度以10 倍焊丝直径为宜。3.7焊前应对焊丝仔细清理,去除铁锈和油污等杂质。- 2 -远望科工贸3.8 施焊前, 焊工应复核焊接件的接头质量和焊接区域的坡口、间隙、钝边等的处理情况。当发现有不符合要求时,应修整合格后方可施焊。 焊接连接组装允许偏差值见表.3.1 的规定。表 3.1 焊接连接组装允许偏差值项目允许偏差连接示意图
《二氧化碳气体保护焊焊接工艺要点》由会员壹****1分享,可在线阅读,更多相关《二氧化碳气体保护焊焊接工艺要点》请在金锄头文库上搜索。
合成作业区安全检查管理制度
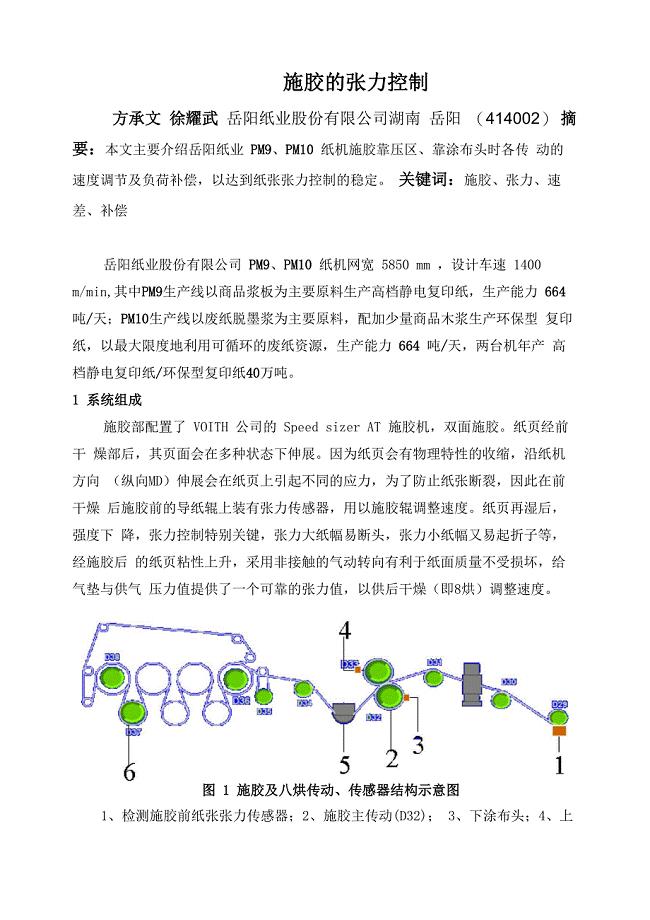
施胶的张力控制
最新高中数学人教A版必修二 第二章 点、直线、平面之间的位置关系 学业分层测评11 含答案
销售月度个人工作总结(二篇).doc
初中美术教师工作计划标准范文(6篇).doc
常见的航空货运的操作代码

渴望春天教案
青年教师自我工作总结例文(三篇).doc
微观经济学名词解释汇总
水闸工程施工组织设计范本
2023年酒店年终工作总结精辟(3篇).doc
2022暑期师德培训总结师德总结
生土豆汁的保健功效
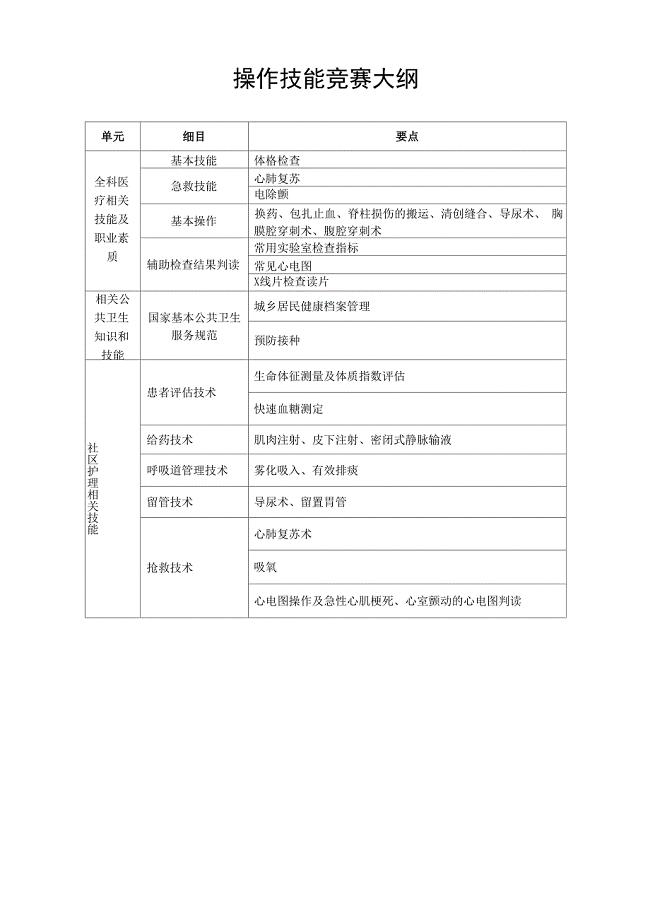
操作技能竞赛大纲
见光容易分解的化学物质要放在棕色瓶中
小学语文阅读题答题技巧

建筑工程分包合同书
护士2023年度工作计划范本(四篇).doc
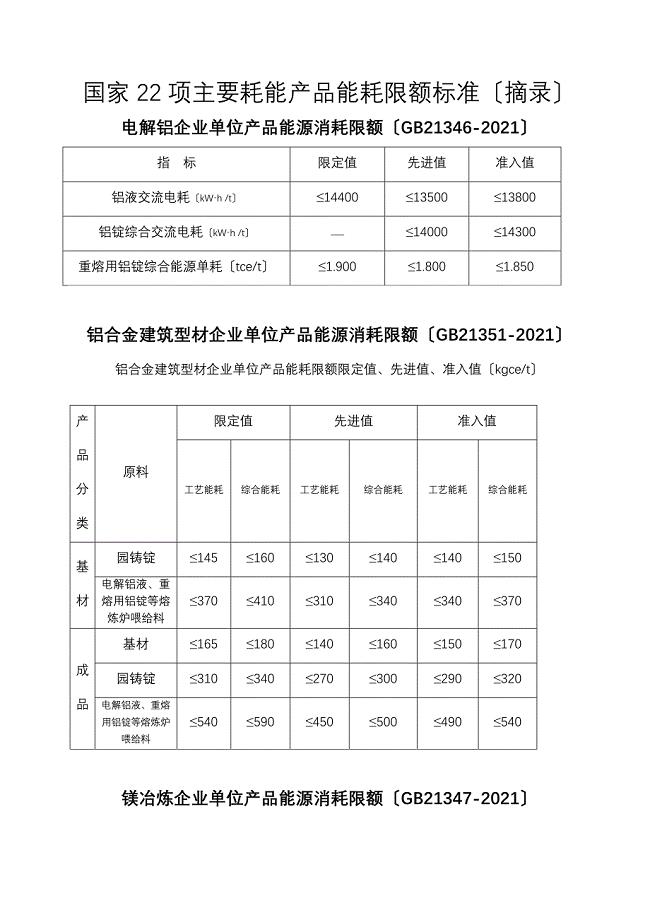
国家22项主要耗能产品能耗限额标准(摘录)
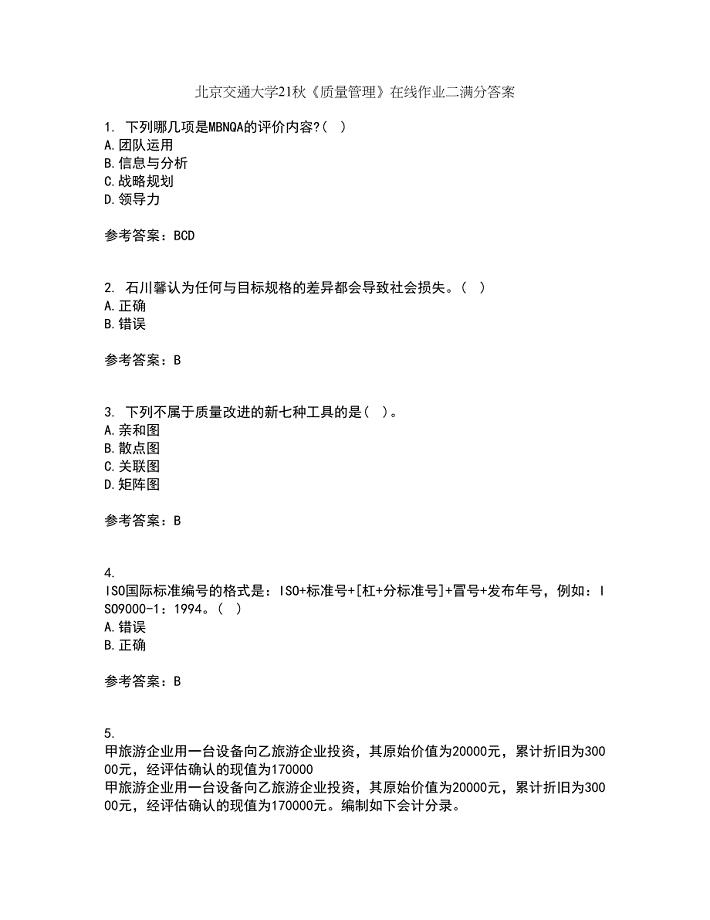
北京交通大学21秋《质量管理》在线作业二满分答案40
 企业内部控制中内部审计的应用
企业内部控制中内部审计的应用
2022-11-09 5页
双十二化妆品活动文案
2023-11-25 1页
新员工入职性格测试
2023-07-02 3页
完整消防材料报价单
2023-08-18 7页
报价书(人天、人月、软件)-模板
2024-02-15 3页
校园突发事故应急预案流程图
2023-07-01 1页
教师教科研培训方案
2023-10-12 3页
高三艺术生二三轮复习策略
2023-09-04 5页
最新版-房屋租赁合同范本租房合同(依据最新民法典)
2023-11-13 6页
水质理化指标说明
2023-01-12 3页