
机械加工检验要求规范(DOC 12页)
12页
1、.实用标准文案机械加工检验规范编制:审核:批准:日期:精彩文档.实用标准文案1、范围本检验规程适用本公司机械加工产品的检验。2、检验依据国家标准、行业标准、 API 标准、图纸工艺等技术文件、质量计划等3、检验内容3.1 尺寸的检验3.1.1 基本原则所用验收方法应只接收位于规定尺寸极限之内的工件。3.1.2 常用量具钢直尺(钢板尺)、钢卷尺(盒尺)、塞尺(厚薄规)、游标卡尺、高度游标卡尺、深度游标卡尺、外径千分尺、内径千分尺、内径量表、量块3.1.3 量具 的选择3.1.3.1 量具的选择原则A、保证测量精确度;B、保证测量的经济性, 从计量器具成本、 耐磨性、检验时间方便性等来考虑合理性;3.1.3.2 量具具体选择A、根据零件的公差选用,取测量精度系数为二分之一到五分之一;B、根据计量器具的不确定度允许值选用;C、根据零件的大小选用;D、根据零件的表面质量选用;E、根据零件的批量来选用;3.1.3.3 量具精度选择原则A、根据本公司的实际情况及以上的原则确定以下量具精度具体的选用原则;NO 公差( T) 选用原则 量具精度选用 备注1 T 0.1 1/5T 0.02 千分尺、百分
2、表等 选择卡尺、千分尺、百分表等、2 0.1 T 1 1/3T 0.05时需要参考被测产品的实际3 1T 1/2T 0.5 钢卷尺、钢直尺等使用要求B、公司现有量具精度表精彩文档实用标准文案量具 公司现有量具的测量精度( mm) 备注百分表 0.01 JJG34-2008外径千分尺 0.01 JJG21-2008游标卡尺 0.02 JJG30-2002高度尺 0.02 JJG31-1999内径千分尺 0.01 JJG-2003钢直尺 0.05 JJG1-1999钢卷尺 0.05 JJG4-19993.2 尺寸检测方法轴径中低精度轴径的实际尺寸通常用卡尺、千分尺、专用量表等普通计量器具进行检测。孔径通常用卡尺、内径千分尺、内径规、内径摇表、内测卡规等普通量具、通用量仪;高精度深孔和精密孔等的测量常用内径百分表(千分表)或卧式测长仪(也叫万能测长仪)测量,用小孔内视镜、反射内视镜等检测小孔径。长度、厚度长度尺寸一般用卡尺、千分尺、专用量表、测长仪、比测仪、高度仪、气动量仪等;厚度尺寸一般用塞尺、间隙片结合卡尺、千分尺、高度尺、量规;壁厚尺寸可使用超声波测厚仪或壁厚千分尺来检测管类、薄壁件等
《机械加工检验要求规范(DOC 12页)》由会员ni****g分享,可在线阅读,更多相关《机械加工检验要求规范(DOC 12页)》请在金锄头文库上搜索。
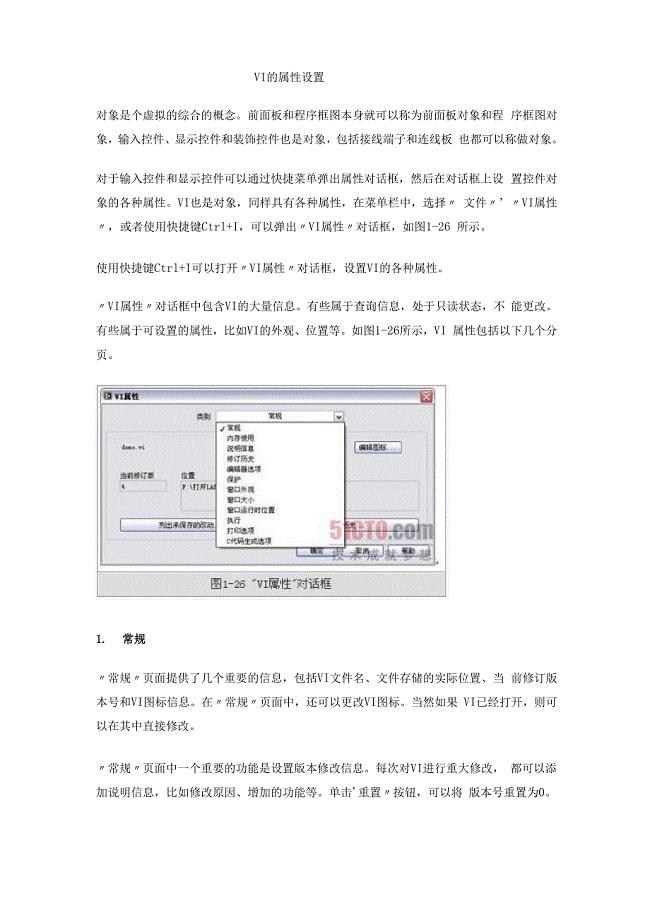
VI的属性设置
关于学生旷课检讨书9篇范文汇总
土木工程概论复习总结
出纳个人年终工作总结范文.doc
学霸亲身体会总结的100条经验
司法局局长工作总结及工作思路
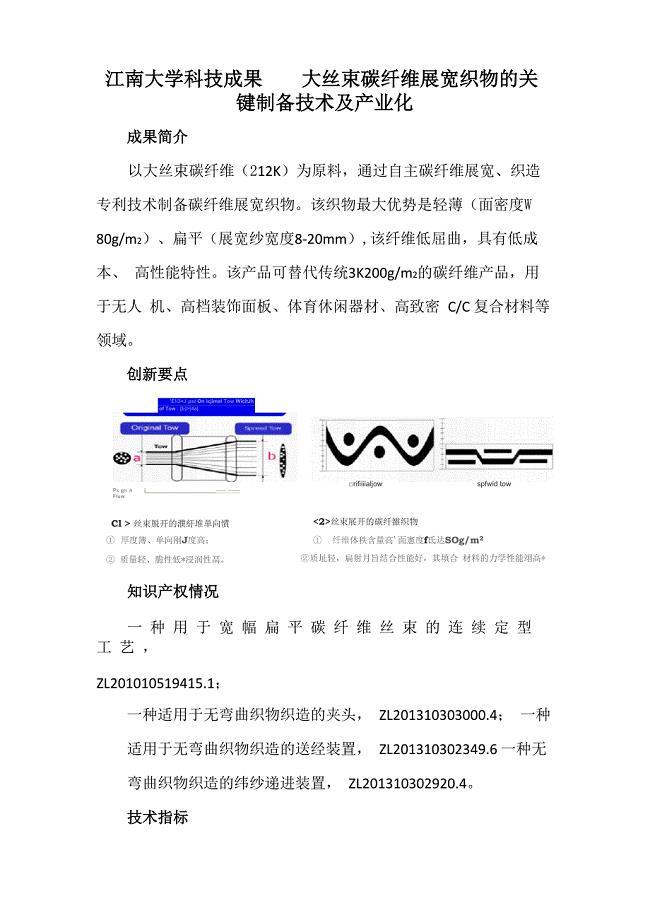
江南大学科技成果
学生会总结范文
聘书的写作格式和写作方法
必备幼儿教师工作总结
办公室2023工作计划参考范文(四篇).doc
酒店领班个人工作总结格式范文(5篇).doc
农村实用人才调研报告
水利工程一级学科(0815)硕士研究生培养方案
除夕的作文300字10篇
2022年医药药品销售工作计划表
年产xxx套电子通信设备项目合作计划书
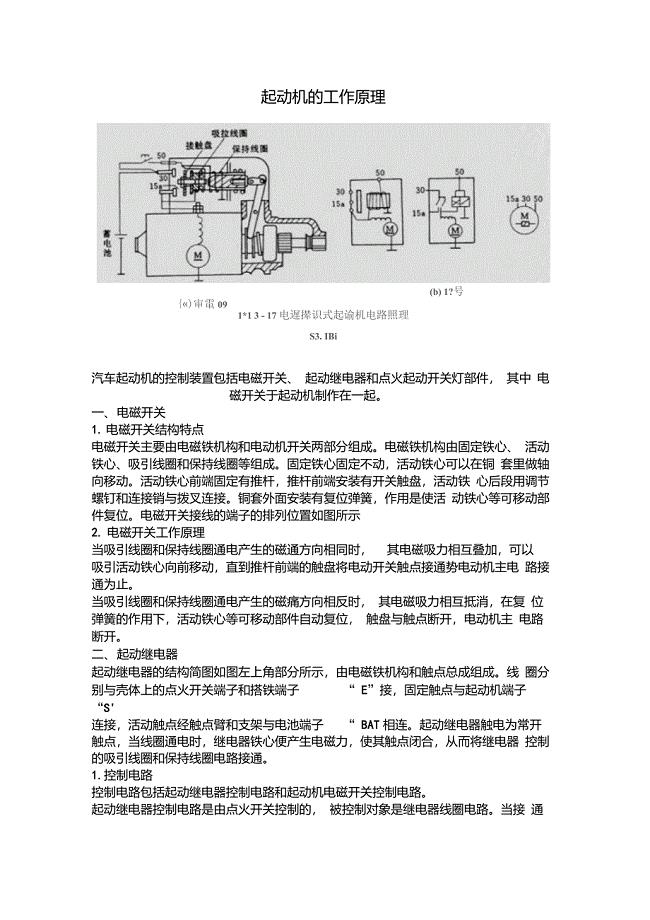
起动机、发电机的工作原理
苏教版数学二年级下册所有教学反思
《北大是我美丽羞涩的梦》读后感700字.doc
 水稳碎石基层施工方案设计
水稳碎石基层施工方案设计
2023-03-08 40页
GSP表格填写培训
2024-02-01 44页
油炸土豆条HACCP计划
2023-06-19 19页
甘肃省兰州市中考数学试卷A卷及答案word版
2023-09-17 10页
20万吨电石项目环境评估报告
2023-09-03 132页
IPMA人力资源战略与规划课后习题整理
2022-11-19 51页
某医院住院楼工程低压配电与照明工程
2022-10-29 21页
湖南省义务教育实验教科书四年级下科技教案
2023-03-04 25页
人工湿地水质净化-施工方案设计
2024-01-18 91页
无共同的债务男方离婚协议书参考样本(4篇集锦)
2024-01-02 4页