
轴类零件的数控编程与加工工艺
24页
1、目录正文1一、数控机床加工工艺概述11数控车床及其程序指令概述12数控加工工艺的概念及其内容2二、数控车削加工工艺的制定31.轴类零件图工艺分析32数控加工工艺设计方法63毛坯尺寸的确定74.刀具的选择75确定加工顺序及进给路线86切削用量的选择9三、加工程序的编制过程101. 编程坐标系及编程原点的确定102宏程序的概念103. 程序单14四、仿真加工过程和结果161.数控仿真系统的操作过程162仿真加工截图18总结21参考文献22致谢23附录24正文一、数控机床加工工艺概述1数控车床及其程序指令概述1.1 数控车床的发展数控技术,简称 “数控 ”。英文: Numerical Control( NC)。是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。它所控制的通常是位置、角度、速度等机械量和和机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908 年,穿孔的金属薄片互换式数据载体问世; 19 世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包
2、括计算机数字控制系统的基础。数控技术是和机床控制密切结合发展起来的。1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。现在,数控技术也叫计算机数控技术,目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入数据的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成。车削加工就是在车床上,利用工件的旋转运动和刀具的直线运动或曲线运动来改变毛坯的形状和尺寸,把它加工成符合图纸的要求机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。数控机床是一种通过数字信息,控制机床按给定的运动轨迹,进行自动加工的机电一体化的加工装备,经过半个世纪的发展,数控机床已是现代制造业的重要标志之一,在我国制造业中,数控机床的使用也越来越广泛,是一个企业综合实力的体现。数控车床是数字程序控制车床的简称,它集通用性好的万能型车床、加工精度高的精密型车床和加工效率高的专用型车床的特点于一身,是国内使用量最大,覆盖面最广的一种数控机床。1.
3、2 数控编程常用程序指令G代码 ( 准备功能 )数控车床FANUC工件坐标系设定G50最快速移动 G00 G00数控车床 FANUC直线插补 G01 G01圆弧插补 G02/G03 G02/G03外圆车销固定循环G71端面车销固定循环G90数控车床 FANUC横轴众轴主轴正转 M03主轴反转 M04主轴停止 M05冷却液开 M07 M08冷却液关 M09M98调用子程序M99子程序结束数控车床 FANUC切刀切槽G75进给量R切削速度 F2数控加工工艺的概念及其内容数控加工工艺是采用数控机床加工零件时所运用各种方法和技术手段的总和,使用于整个数控加工工艺过程。数控加工工艺是伴随着数控机床的产生、发展而逐步完善起来的一种使用技术,它是人们大量数控加工实践的经验总结。其内容为:分析形位公差,确定设计基准,并考虑如何设定定位基准、分析产品尺寸公差,考虑利用何种设备才能达到公差要求、根据产品形状,材料等条件,考虑产品刀具的选择使用、考虑产品的特殊要求,例如是否需要挤压,热处理或者表面处理等、根据那个书上说的什么先粗后精,先内后外等原则安排工艺。总之一句话以最少的成本,最高的效率,加工出符合图纸
《轴类零件的数控编程与加工工艺》由会员pu****.1分享,可在线阅读,更多相关《轴类零件的数控编程与加工工艺》请在金锄头文库上搜索。
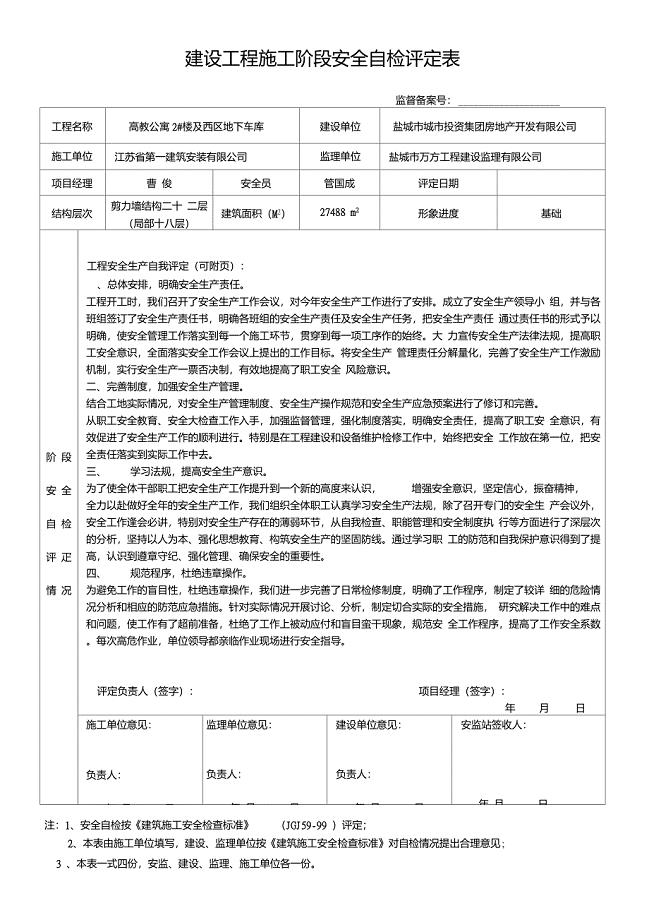
建设工程施工阶段安全自检评定表
典当系统业务审计要点
二年级班主任工作计划范文(三篇).doc
油炸土豆条HACCP计划
现代多媒体技术习题
《长袜子皮皮》的读书心得3篇(长袜子皮皮读书笔记)
大气污染防治行动计划(气十条)
毕业设计论文基于单片机的LED汉字显示屏软件设计与制作含电路图
幼儿英语教案复活节
村环境整治实施方案范文(3篇)
农村建房承包的合同
部门经理个人工作总结(4篇).doc
民兵之家建设先进事迹0
人教版初中物理八年级上册《声音的发生和传播》教学设计
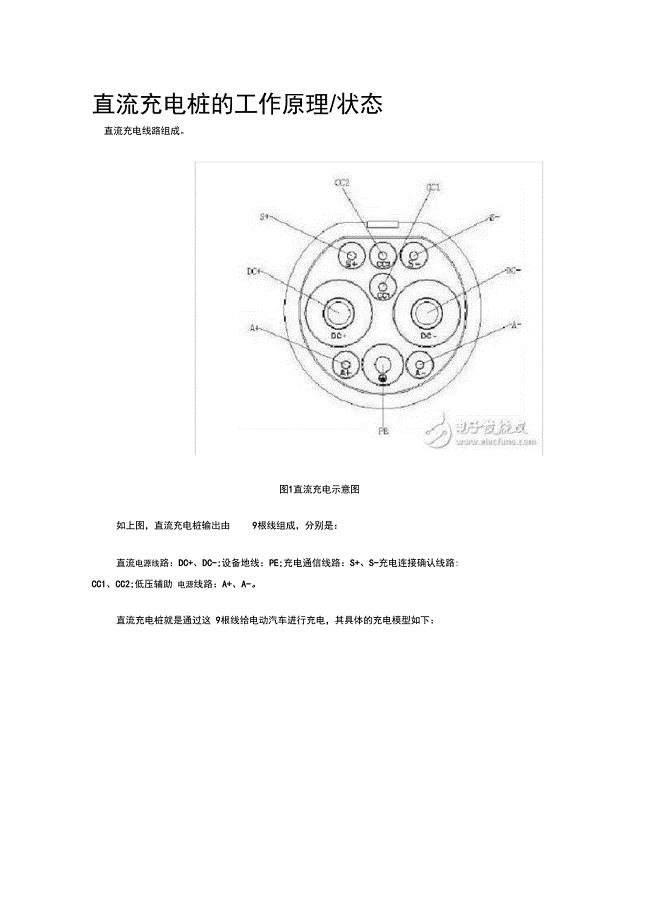
直流充电桩的工作原理状态
语文版八年级语文上册《谈语言》教学案
2023年注册测绘师综合能力真题答案和标准解析
PTC电加热器公司重组战略

公司员工绩效考核方案
做好科技服务工作,促进“五关爱”活动
 定量计算法(LEC法)
定量计算法(LEC法)
2023-12-29 3页
游泳池租赁合同.doc
2022-10-29 6页
(范本)模特肖像权使用授权书
2023-02-03 2页
数控技术专业求职简历
2023-07-12 3页
防暑降温工作汇报(共6篇)
2023-12-17 17页
以集团化办学打造优质学校群促进义务教育均衡发展
2023-10-19 9页
小学四年级微机课教案.doc
2024-02-07 40页
六三制青岛版一年级科学上册4.1《运水游戏》教学设计
2024-02-09 3页
互换性与技术测量试卷(含答案)
2023-08-09 26页
操作系统简答题试题及答案
2022-08-19 5页