
手机上壳的塑件注射模毕业论文
40页
1、 摘 要本次毕计业设的题目是:手机上壳的塑件注射模。本次设计主要是通过对塑件的形状、尺寸及其精度的要求来进行注射成型工艺的可行性分析。塑件的成型工艺性主要包括塑件的壁厚,斜度和圆角以及是否有抽芯机构。通过以上的分析来确定模具分型面、型腔数目、浇口形式、位置大小;其中最重要的是确定型芯和型腔的结构,例如是采用整体式还是镶拼式,以及它们的定位和固紧方式。此外还分析了模具受力,脱模机构的设计,合模导向机构的设计,冷却系统的设计等。最后绘制完整的模具装配总图和主要的模具零件土及编制成型零部件的制造加工工艺过程卡片。关键词:分型面、浇口、型腔、型芯、镶块、脱摸力、潜伏浇口Abstract This graduate that design is:The movetelephone that shout the Battery door injects the mold.This design primarily passeses to piece viability assessment for request for of shape, size and its accuracy coming
2、 proceeding injecting type craft.the piece the wall for of type craft primarily including the piece is thick, slope and circle angle and whether to have core-pulling or not mechanism.Pass the above analysis to come the certain molding tool cent the type the surface, type the number, gate the form, place the size;The among them and most important is a certain type core and the construction of the type , for example adopt the whole the type of type still , and their fixed position and tight way of
3、 .In addition and still analyzed the molding tool to suffer force, mold that design that the design of the pattern draw mechanism, match the design etc. to lead to the mechanism, cooling system.Finally draw the production that complete molding tool assemble the general drawing sum the soil and establishment of prinipal molding tool parts type zero the parts process the craft process the card.Key phrase: parting line,the gate, cavity,core,mold insert, ejection force,submarinegate.目 录摘 要IABSTRACTI
4、I目 录III概 论1第1章 塑件分析2第2章 塑件材料的成型特性与工艺参数32.1塑件材料的特性32.2 成型特性32.3 工艺参数32.4塑料制件的结构工艺性52.5塑件在模具中的位置5第3章 设备的选择73.1最大注射量73.2注射量的校核73.3塑件在分型面上的最大注射量与锁模力的校核83.3.1 最大注射量的校核83.3.2 锁模力的校核83.4注射压力的校核83.5开模行程的校核83.6注射机的技术规格9第4章 分型面与浇注系统的设计104.1分型面的设计104.2主流道的设计104.3分流道的设计114.4浇口形式的选择114.5排溢系统的设计12第5章 零件工作部分尺寸计算135.1成型零件的结构设计135.2成型工作零件的工作尺寸135.2.1 型腔和型芯的径向尺寸145.2.2 中心距尺寸165.2.3 型腔深度和型芯高度尺寸的计算165.3成型零部件的强度与刚度计算175.3.1 进行成型零部件强度、刚度计算时考虑的要素175.3.2型腔的侧壁和底板厚度的计算18第6章 模架组合的选择19第7章 合模导向机构的设计207.1导柱207.2导套21第8章 推出与复位
《手机上壳的塑件注射模毕业论文》由会员博****1分享,可在线阅读,更多相关《手机上壳的塑件注射模毕业论文》请在金锄头文库上搜索。
春季运动会开幕式作文
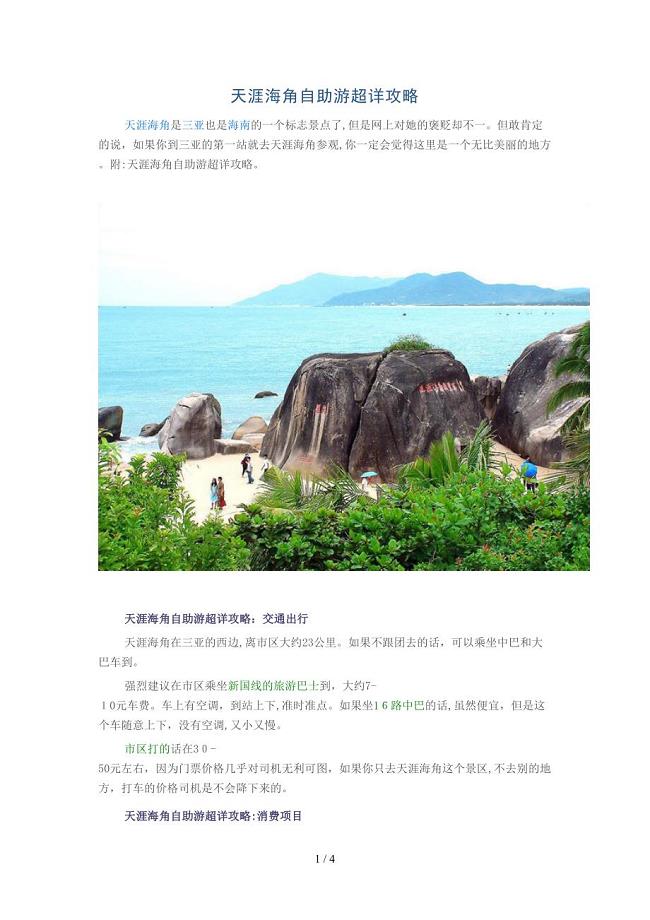
天涯海角自助游超详攻略
学生会团委上学期工作总结
干挂花岗岩细则
化验工安全生产责任制
2023年广东省湛江市徐闻县下洋镇后村村社区工作人员考试模拟试题及答案
山东机器视觉技术研发项目可行性研究报告【范文】
2022高考地理总复习人文地理第二章城市与城市化第一节城市和城市化学案新人教版必修2
2015年普通高等学校招生全国统一考试(全国卷Ⅱ)(文科)
新编化学选修有机化学基础鲁科版习题:第2章第4节第2课时酯 Word版含解析
挂职锻炼人员管理规定完
绍兴华立电子有限公司年产200万片OLED显示屏封装玻盖高科技产业化技术改造项目环境影响报告表

安全生产保证体系
工作井、接头井施工标准【一类建筑】
绥化市新华组团二期工程施工组织设计
前台工作计划2
广西河池天峨县文化广电体育和旅游局招考聘用模拟卷7
绿化养护报价书2023年投标书
德城区房产租赁协议书格式版(九篇)
2020届高考政治二轮复习 时事热点专题01 2019年全国大众创业万众创新活动周练习(含解析)
![何国君4月学生书法比赛用纸[精选文档]](/Images/s.gif) 何国君4月学生书法比赛用纸[精选文档]
何国君4月学生书法比赛用纸[精选文档]
2023-06-05 1页
四年级语文下册期末测试卷2无答案人教新课标试题
2022-10-22 5页
纳税筹划实务操作讲课提纲
2023-08-06 23页
八年级英语下册阅读理解专项练习
2023-07-09 18页
Flash遮罩特效实例--百叶窗
2024-01-26 5页
建安地产公司识别系统设计手册
2023-03-16 23页
4.爷爷植树[535]
2023-01-29 7页
变压器滤油注油热油循环地操作要求规范
2022-12-17 16页
储配作业优化方案设计
2024-02-11 16页
关于枣庄城市转型的思考
2022-12-14 43页