
机械制造技术基础课程设计CA6140车床滤油器体设计说明书
25页
1、引 言机械制造技术基础课程设计之零件的机械加工工艺规程设计是在学完了机械制造工程学等机械学专业基础课程,并进行了生产实习的基础上进行的一个教学环节,他要求学生全面地综合地运用本课程极其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计,其目的在于:培养学生运用机械制造技术基础及相关课程(工程材料与热处理,机械设计,公差与技术测量等)的知识,综合生产实习中学到的实践知识,独立地分析和解决零件机械加工工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。培养学生熟悉并运用有关手册,规范,图表等技术资料的能力。进一步培养学生识图,制图,运算和编写技术文件等基本技能。当然本次课程设计的目的除了上述所述之外,还有让一个机械类的并学完基本专课的学生基本熟悉机械加工工艺规程设计的基本步骤和流程,为以后的进一步学习其它专业知识或工程实践设计工作打下基础,同时也是对学生已经学过的专业课和基础课的知识的检验。1零件的工艺分析1.1零件的作用CA6140车床滤油器体1.2零件的结构特点分析零件图知,CA6140车床滤油器体的结构属于中等复杂的零件,总共有六个孔需要加工,而且三个螺栓孔的加工精度一
2、般,只需要保证三个螺栓孔的位置精度即可。其内孔的结构也比较简单,只是需要在其底部锪一个平面。两个通油孔的结构看似简单,但要达到其要求需要较多的加工工步,同时注意到两通油孔的尺寸一样。该零件的结构简单但加工要求较高是左右端面和外圆面,它们的加工误差直接影响其后续的加工。1.3零件的结构工艺性分析分析CA6140车床滤油器体的零件图及其加工技术要求说明知,左端面和外圆面48的表面粗糙度要求较高为Ra1.6m,并且选用左端面为其它的待加工表面的定位基准,所以其加工过程是先以其粗加工为基准,待其它的加工完后再进行精加工,所以一般要采用粗铣,半精铣,精铣的过程才能满足其要求。外圆面48虽然不直接作为其它加工表面的定位基准,但它是该零件的唯一的有加工尺寸公差的加工表面且其表面粗糙度要求为Ra1.6m,故其加工要求是该零件要求最高的,一般采用粗车,半精车,精车的过程才行。该零件另外的主要加工较复杂的是两个通油孔的加工,分析知两通油孔的尺寸和精度,表面粗糙度的要求是一样的,只是其在零件上的位置不同而已。这样就减少了其整个零件的加工工步和时间,由于是通油孔所以其表面粗糙度要求不是很高,故达到Ra6.3m
3、即可。但是加工这个孔却需要较多的工步,其中有锪26平面,钻M181.5的小径孔,钻11的孔,攻M181.5的螺纹等,注意到上通油孔的位置与零件轴线成一定的角度30,所以要设计专用夹具才比较方便两个孔的加工,同时可以将两个孔放在一起加工,以减少换刀等的工时。该零件的内孔的加工也是比较简单,没有尺寸公差要求,表面粗糙度为Ra6.3m,只要采用钻,扩即可,其底平面有30的深1mm的沉孔,用锪即可。该零件的3-9螺钉孔的加工也很简单,本用钻即可,但为了其Ra6.3m的粗糙度,要用钻,扩来完成。1.4关键表面的技术要求分析CA6140车床滤油器体的零件图上并没有关键表面技术要求,这与其在CA6140车床的作用有关,可能只是一个普通的零件而已,所以不要求,只要在最后去毛刺即可。2确定生产类型:依设计任务书知该零件生产纲领为10000件,该零件属于中重型的机械的零件,由生产类型与生产的关系知生产类型为大批量生产。3毛坯选择与毛坯图说明毛坯的选择:由于毛坯的选择要考虑零件的力学性能要求,零件的结构形状和外轮廓的尺寸,零件生产纲领和批量以及现场生产条件和发展等。考虑该设计零件的以上因素,该毛坯的制造方法
4、选用砂型铸造,材料选用HT150,其工艺性能是流动性能好,体收缩小,线收缩也小,偏析倾向小,铸造应力小等优点。其切削加工性能一般。其力学性能中抗拉极限强度为150Mpa,塑性较差,其硬度值为141-154HBS之间,韧性表现为冲击韧度很低。 分析该零件的加工要求确定其毛坯的尺寸为:A面和D外圆面的加工精度高,需要多种工步加工,其留有的加工余量较多,其它可以较少, B面和E面属于不加工表面,其加工余量可以不留,直接为铸造尺寸即可。 最后综合选用各面加工余量为:A面和B面3.5mm,D外圆面单面加工余量为3mm,其它不加工面为0.5mm即可。 确定圆角和拔摸斜度及分型面:由于该铸件的尺寸较小,为保证各加工余量直接选择圆角为3mm。分析该毛坯的结构知拔斜度皆为外表面的,查表2.2-8得拔摸斜度为1,分型面为C面。4零件表面加工方法的选择 本零件的加工面有端平面,孔,外圆面等,材料为HT150,参考有关的设计手册和资料,其加工方法选择如下:(1) 左端面;为未标注尺寸公差,根据GB1800-79规定其公差等级为IT14,表面粗糙度为Ra1.6m,需要进行粗铣、半精铣、精铣。(2) 右端面;为未
《机械制造技术基础课程设计CA6140车床滤油器体设计说明书》由会员汽***分享,可在线阅读,更多相关《机械制造技术基础课程设计CA6140车床滤油器体设计说明书》请在金锄头文库上搜索。

广告员工辞职信报告

项目部安全工作计划
2022关于感恩的学生演讲稿范文
尽职调查的报告通用模板
清明节大学活动策划方案三篇

2023年江西省赣州市寻乌县留车镇飞龙村社区工作人员考试模拟题及答案
河北省唐山市高三下学期期末考试理数试题解析版
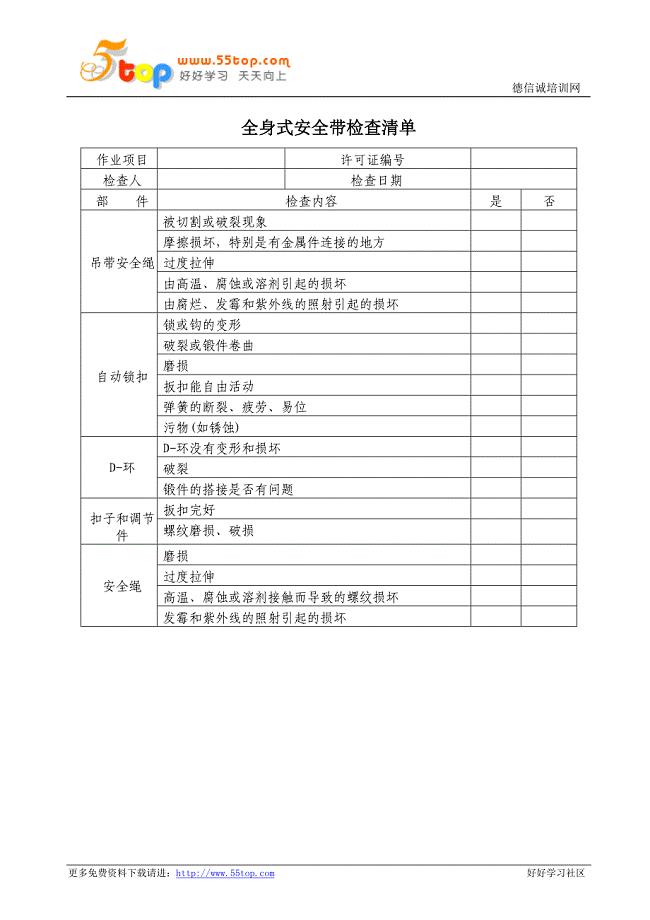
全身式安全带检查清单
2022年个人医生述职报告集合8篇

(防)导管滑脱应急处理流程(word文档良心出品)
双流机场高架桥工程施工组织设计(DOC 48页)
最新高一化学必修2第三章第1节甲烷第1课时学案
学生会部长竞选演讲稿汇编七篇
直流数字电流表设计
精品附期限借款合同范文

2014赵兴茂跪跳起教案
环境局个人述职报告
2022年车间班组长个人总结范文
光盘行动实施方案
四年级读书心得400字
 学校中考备考计划
学校中考备考计划
2022-09-16 9页
认识图形教案和反思
2023-02-06 7页
第二十全国初中应用物理知识竞赛初赛试题
2022-09-07 20页
Tekla创建混凝土预制构件族(带钢筋)图文
2024-03-01 9页
全市工会系统目标责任制考核评分标准
2022-12-03 34页
七年级数学北京课改版上册.5.4一元一次方程同步同步练
2023-04-05 3页
新版【冀教版】六年级上册数学:第2单元 第7课时测量旗杆高度
2023-10-18 3页
盾构施工设备管理制度
2023-03-05 39页
最新高一化学必修2第三章第1节甲烷第1课时学案
2022-09-17 5页
达州专版八年级语文上册第二单元5藤野先生教案新人教版
2023-10-22 11页