
电焊现场的防火技术
10页
1、电焊现场的防火技术 电焊是金属切割、接合不可或缺的一个工序。利用压力和热能把两个单独的金属连接在一起的加工叫焊接,其种类很多,目前运用最广的是电弧焊接。电弧焊接是把焊条作为电路的一个电极,把焊件作为另一个电极,利用接触电阻的原理产生高热,并且形成电弧,将金属熔化进行焊接。电弧焊接广泛应用于生产施工中,属于明火作业,又同易燃、可燃和易爆物质以及压力容器打交道,极易引发火灾和爆炸事故。由于违章电焊所引起的火灾屡见不鲜,其中以2000年河南洛阳东都商厦因违章施工电焊火花引起特大火灾事故最为惨痛, 导致309人死亡。反思这些事故教训,结合我化工区易燃易爆、高温高压等特点,提出相关预防对策,以供参照。 一、电焊现场的火灾危险性 焊接现场,既有电又有明火,如果思想麻痹,操作不当,制度不严,安全措施不落实,极易引起火灾。电弧焊是利用电弧热能来达到熔焊的目的,起作业过程中所产生的电弧能量大且连续持久,如明弧焊的焊接时电弧可达4200以上,如此高温其火险隐患可想而知,且所必须要的电器设备及线路也隐含极大的火灾危险性。下面着重从引起电焊火灾的成因来分析电焊现场的火灾危险性。 一焊接火花引燃引爆 焊接过程中
2、熔化的金属由于急剧的冷热气流交换、化学反应和外力作用,致使金属火花飞溅,这些固体金属火花热能高,温度达1000以上,具有鲜亮的特点:其一,它具有降温时间长,在一些焊接场所,工作结束后,表面焊接火花已熄灭,其表面温度还没有下降至可燃物的燃点以下,稍有不慎,就会引起燃烧。其二,有一定的自重,焊接滴落的金属颗粒在自重力的作用下,会穿越垂直管道和建筑的缝隙、孔洞,引起异域火灾。其三,不规则飞溅,火花飞溅具有随机性,特别是高空焊接,受风力等因素影响较大,飞溅的范围广,如残渣得不到及时彻底清除,就会留下隐患。这些都增加了电焊现场的火灾负荷,如防范不到位,碰到可燃物就会引发燃烧,又假设有可燃气体存在,极易引发爆炸。 二焊接回路故障引燃引爆 电弧焊的能量是依靠电线输送的,选型不当,绝缘老化,连接错误等就会使电线本身燃烧或造成火灾。 1、电线过载。焊接电路是大容量供电线路,电流达数十至数百安培。这样对导线的连接和选型提出了较高的要求,一般状况下,都使用可绕多股铜质电缆线,有时焊接人员找不到合乎要求的电缆或不懂,就会用截面积较小的一般绝缘导线临时替代,这样会使焊接导线过负荷而发热,轻者导线本身燃烧,重者引
3、燃导线四周的可燃物及发生触电事故。 2、焊接回路电流异地放电。焊钳与接地线是通过焊件形成回路的。焊接时熔件带有一定的电压值,如果焊件是金属网或管道,且存在着间隙,焊件中间隙处就会产生激烈的放电火花,从而发生意想不到的火灾。78年上海某纺织厂进行仓库改建时,对二层楼的钢筋进行焊接固按时,发生间隙放电火花,使库内棉花包大量燃烧。 3、焊接电缆燃烧。焊接电缆有一定的使用寿命,不及时改换,绝缘层会老化,绝缘性能会降低。再者焊接电缆因受热机械损伤或物质腐蚀,部分绝缘层会失去原有的绝缘能力,这样当焊接进行时,交叉在一起的正负极线会产生漏电或短路,导致电缆燃烧。另外,在造船、建筑行业,大多必须进行高空电焊作业,当焊接点高于下设的电缆线时,落下的焊接电弧也会使电缆线燃烧。 三热传导引燃 焊接的对象多是金属,导热性能较好,极易把焊接点产生的热量传递到数米以外,如作业区内有大量可燃物存在,传递的热量长期积存,一旦超过这些可燃物的最低点火能量,就会引发异域燃烧,这类火灾多见于对冷库、通风等管道焊接时。 二、电焊现场防火对策 焊接中虽然火灾事故屡屡发生,但是我们切实落实好安全措施,严格执行操作规范,由电焊引发
《电焊现场的防火技术》由会员新**分享,可在线阅读,更多相关《电焊现场的防火技术》请在金锄头文库上搜索。
机械治疗设备项目可行性研究报告

城市宣传片文案
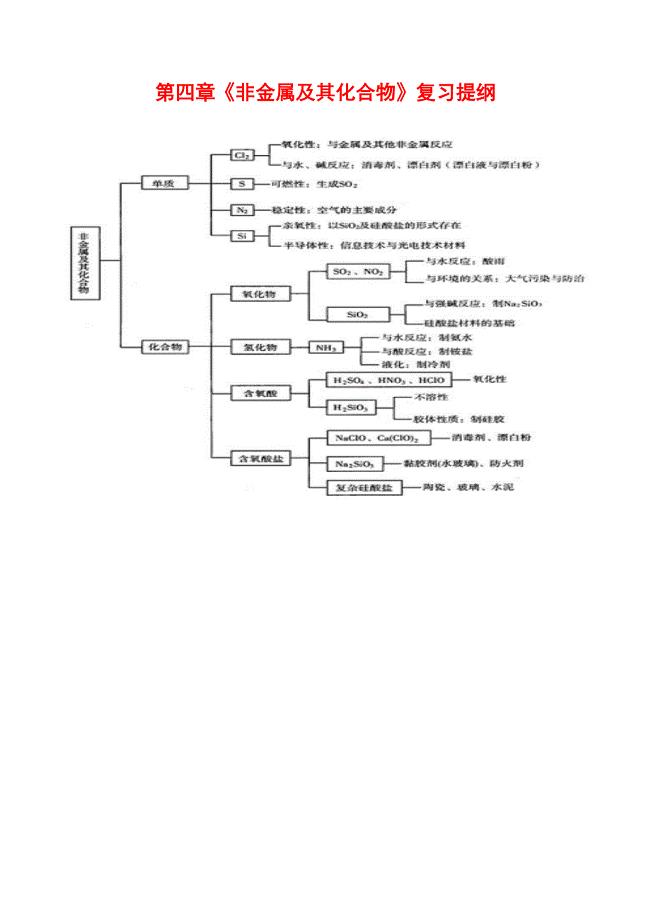
高中化学第四章《非金属及其化合物》教案人教版必修一
新《电气施工组织设计》计院高层住宅主楼工程施工组织设计方案
最新部编本道德与法治一年级上册2.拉拉手交朋友第2课时教案
房地产公司质量管理体系承诺制度
师徒结对计划、总结(师傅版)(共4页)
2023销售下季度工作计划(2篇).doc
铜陵染料项目可行性研究报告(模板范文)
2022销售工作年末述职报告范文
北京市第四中学2014-2015学年高二政治下学期期末考试试题
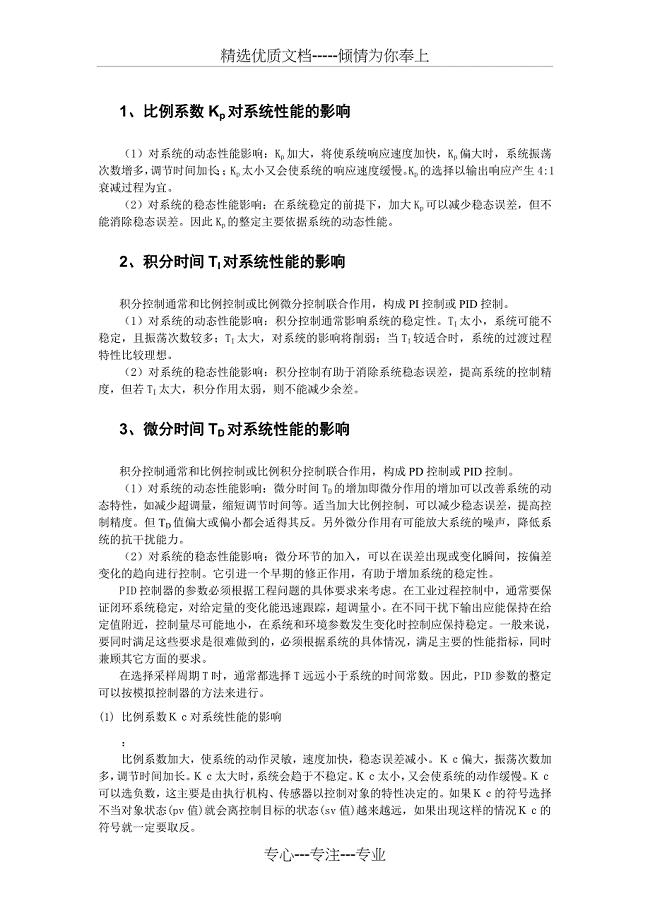
PID-控制器参数对控制性能的影响
某公司协同办公系统表单型工作流说明手册
生物质热电联产项目可行性研究报告模板
初三班主任老师的毕业赠言
钢结构施工方案(2)
人员定位系统的应用
师徒结对徒弟计划
教案古诗蜘蛛.doc
2023酒店经理年终工作总结(4篇).doc
 关于租赁协议书汇总8篇
关于租赁协议书汇总8篇
2023-11-10 4页
生猪购销合同(4篇).doc
2023-04-01 11页
标准版团体购房合同样本
2024-02-12 3页
中央财政小麦良种补贴项目政府采购合同
2022-08-04 9页
有限公司股权转让合同经典版(5篇).doc
2023-05-20 14页
关于自愿离婚协议书专业版(3篇).doc
2023-08-16 8页
法律服务所聘用合同
2022-09-29 5页
二手房购房合同书范文(八篇).doc
2022-08-13 30页
2023春节员工家属的慰问信范文汇编十篇
2023-12-12 20页
《你能证明它们吗》参考教案
2023-08-07 8页