
铣断夹具设计说明书
16页
1、 序言机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的.这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的“四化”建设打下一个良好的基础。由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。一、零件的分析QQ:1013265100 专业代做机械类设计,尤其擅长零件加工工艺及其加工过程中所需夹具设计,并对钻床,磨床,铣床等专机设计有独到之处。本人常期从事机械行业设计、对机械产品加工、工序设计、工装夹具设计及专机设计等都有较高的造诣。现在工作之余为各企事业单位、大专院校的朋友提供强有力的帮助,并提供现成各类适合您需要的设计QQ:1013265100,如需详细资料可以与本人联系2.以50为中心的加工表面这一组加工表面包括:50的孔,以及其上下两个端面。这两组表面有一定的位置度要求,即50的孔上下两个端面与20的孔有垂直度要求。
2、由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。二、 工艺规程设计(一)确定毛坯的制造形式零件材料为HT200。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。(二)基面的选择基面选择是工艺规程设计中的重要工作之一。基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中回问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行。(1)粗基准的选择。对于零件而言,尽可能选择不加工表面为粗基准。而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。根据这个基准选择原则,现选取20孔的不加工外轮廓表面作为粗基准,利用一组共两块V形块支承这两个32作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行铣削。(2)精基准的选择。主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,此处不再重复。(三)制定工艺路线制定工艺路线得出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证,
3、在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。除此之外,还应当考虑经济效果,以便使生产成本尽量下降。1.工艺路线方案一工序一 粗、精铣20孔上端面。工序二 钻、扩、铰、精铰20、50孔。工序三 粗、精铣50孔上端面工序四 粗、精铣50、20孔下端面。工序五 切断。工序六 钻4孔(装配时钻铰锥孔)。工序七 钻一个4孔,攻M6螺纹。工序八 铣47凸台。工序九 检查。上面工序加工效率较高,但同时钻三个孔,对设备有一定要求。且看另一个方案。2.工艺路线方案二工序一 粗、精铣20孔上端面。工序二 粗、精铣20孔下端面。工序三 钻、扩、铰、精铰20孔。工序四 钻、扩、铰、精铰50孔。工序五 粗、精铣50孔上端面工序六 粗、精铣50孔下端面。工序七 切断。工序八 钻4孔(装配时钻铰锥孔)。工序九 钻一个4孔,攻M6螺纹。工序十 铣47凸台。工序十一 检查。上面工序可以适合大多数生产,但效率较低。综合考虑以上步骤,得到我的工艺路线。3.工艺路线方案三工序一 以32外圆为粗基准,粗铣20孔下端面。工序二 精铣20孔上下端面。工序三 以20孔上端面和32外圆
《铣断夹具设计说明书》由会员cl****1分享,可在线阅读,更多相关《铣断夹具设计说明书》请在金锄头文库上搜索。
2023年人事行政年度总结范文
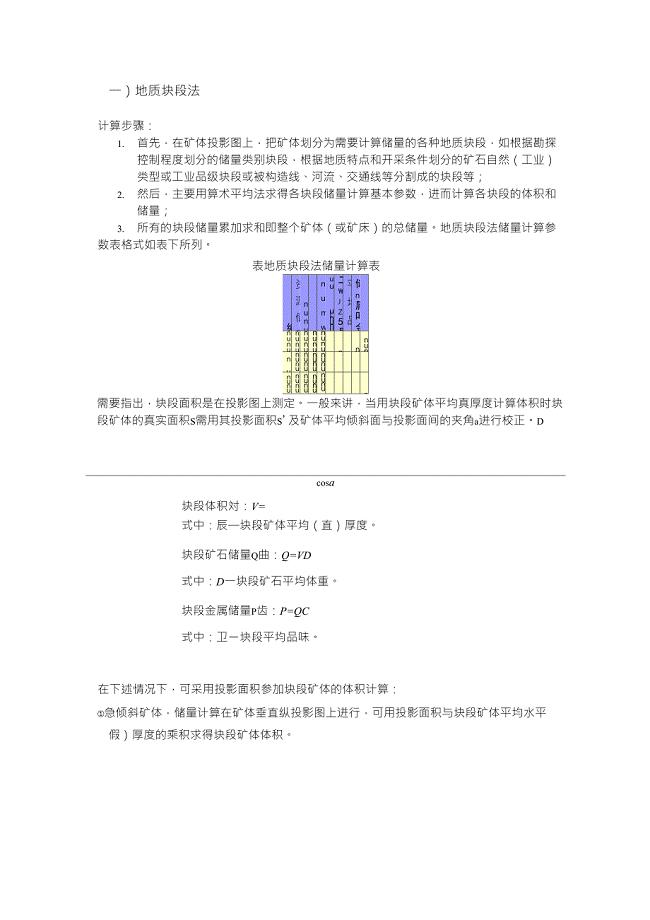
储量计算地质块段法与剖面法对比
2022年“勤俭节约从我做起”倡议书范文.doc
建构区活动教案
精选英文求职信汇编7篇
2023维修工试用期工作总结(2篇).doc
如何做好沟通与协调
![[关于光阴的句子和词]关于光阴的句子 关于时间唯美的句子](https://union.152files.goldhoe.com/2023-6/26/b8b00ffd-aee5-4258-afbe-2419fadb9bd5/pic1.jpg)
[关于光阴的句子和词]关于光阴的句子 关于时间唯美的句子
高考生物试题汇编(9月)G单元 生物的变异(含解析)
借款人雇佣咨询商导则
2022年《傅雷家书》读后感1
上饶PC构件项目实施方案(范文模板)
夏季高温时驾驶人安全开车要“三防”
心理教师工作计划范文

公路毕业论文
会议纪要电子版
水中氯离子含量测定
部队年度总结个人5篇
优美的父亲节祝福语
2023年二十年后回故乡的作文5篇(作文巜二十年后回故乡)
 医院专业技术人员考核登记表
医院专业技术人员考核登记表
2023-12-26 6页
jperf工具使用指导文档--精选文档
2023-10-31 8页
SAP APO - 快速指南--精选文档
2022-10-07 36页
JIRA7.3.3产品使用指南--精选文档
2023-02-18 11页
java课程设计报告_计算器设计报告--精选文档
2023-10-31 15页
ISMS-3001移动设备管理制度--精选文档
2023-12-26 5页
GB50348安全防范工程技术规范--精选文档
2023-01-16 69页
实践教学活动周登记表注意事项
2023-07-11 11页
我的大学职业规划书
2023-06-25 9页
J2EE架构分析--精选文档
2024-01-15 9页