
重庆UG数控编程加工经验分享 重庆数控模具培训
7页
1、 重庆UG数控编程加工经验分享重庆西南模具数控培训提供 重庆数控模具培训 重庆数控编程培训由于数控加工的复杂性(如不同的机床,不同的材料,不同的刀具,不同的切削方式,不同的参数设定等等),决定了从从事数控加工(无论是加工还是编程)到到达一定水平,必须经过一段比较长的时间,此手册是工程师在长期实际生产过程中总结出来的、有关数控加工工艺、工序、常用刀具参数的选择、加工过程中的监控等方面的一些经验总汇,供大家参考。一 . 如何对加工工序进行划分?数控加工工序的划分一般可按下列方法进行:1. 刀具集中分序法 就是按所用刀具划分工序,用同一把刀具加工完零件上所有可以完成的部位。在用第二把刀、第三把完成它们可以完成的其它部位。这样可减少换刀次数,压缩空程时间,减少不必要的定位误差。2. 以加工部位分序法 对于加工内容很多的零件,可按其结构特点将加工部分分成几个部分,如内形、外形、曲面或平面等。一般先加工平面、定位面,后加工孔;先加工简单的几何形状,再加工复杂的几何形状;先加工精度较低的部位,再加工精度要求较高的部位。3. 以粗、精加工分序法 对于易发生加工变形的零件,由于粗加工后可能发生的变形而需
2、要进行校形,故一般来说凡要进行粗、精加工的都要将工序分开。综上所述,在划分工序时,一定要视零件的结构与工艺性,机床的功能,零件数控加工内容的多少,安装次数及本单位生产组织状况灵活掌握。另建议采用工序集中的原则还是采用工序分散的原则,要根据实际情况来确定,但一定力求合理。二加工顺序的安排应遵循什么原则? 加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。顺序一般应按下列原则进行:1. 上道工序的加工不能影响下道工序的定位与夹紧,中间穿插有通用机床加工工序的也要综合考虑。2. 先进行内形内腔加工序,后进行外形加工工序。3. 以相同定位、夹紧方式或同一把刀加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。4. 在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。三工件装夹方式的确定应注意那几方面?在确定定位基准与夹紧方案时应注意下列三点:1. 力求设计、工艺、与编程计算的基准统一。2. 尽量减少装夹次数,尽可能做到在一次定位后就能加工出全部待加工表面。3. 避免采用占机人工调整方案。4. 夹具要开畅,其定位、夹紧机构不能
3、影响加工中的走刀(如产生碰 撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。四如何确定对刀点比较合理?工件坐标系与编程坐标系有什么关系?1. 对刀点可以设在被加工零件的上,但注意对刀点必须是基准位或已精加工过的部位,有时在第一道工序后对刀点被加工毁坏,会导致第二道工序和之后的对刀点无从查找,因此在第一道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。这个相对对对刀位置通常设在机床工作台或夹具上。其选择原则如下:(1)找正容易。(2)编程方便。(3)对刀误差小。(4)加工时检查方便。2. 工件坐标系的原点位置是由操作者自己设定的,它在工件装夹完毕后,通过对刀确定,它反映的是工件与机床零点之间的距离位置关系。工件坐标系一旦固定,一般不作改变。工件坐标系与编程坐标系两者必须统一,即在加工时,工件坐标系和编程坐标系是一致的。五如何选择走刀路线?走刀路线是指数控加工过程中刀具相对于被加工件的运动轨迹和方向。加工路线的合理选择是非常重要的,因为它与零件的加工精度和表面质量密却相关。在确定走刀路线是主要考虑下列几点
《重庆UG数控编程加工经验分享 重庆数控模具培训》由会员hs****ma分享,可在线阅读,更多相关《重庆UG数控编程加工经验分享 重庆数控模具培训》请在金锄头文库上搜索。
简易版买卖合同模板
励志英语演讲稿
金属非金属矿山支柱作业安全生产资格考试内容及模拟押密卷含答案参考98
班主任的信任和期待是学生前进的动力
NB-IOT技术与优化
嵌入式实训基地建设方案201802
2021年中职教师期末教学个人工作总结
教育综合知识
优异老师事迹心得体会
高档精品服装智能化生产线建设项目创业计划书写作模板
社会实践活动作文锦集6篇
P2P投资理财平台毕业论文
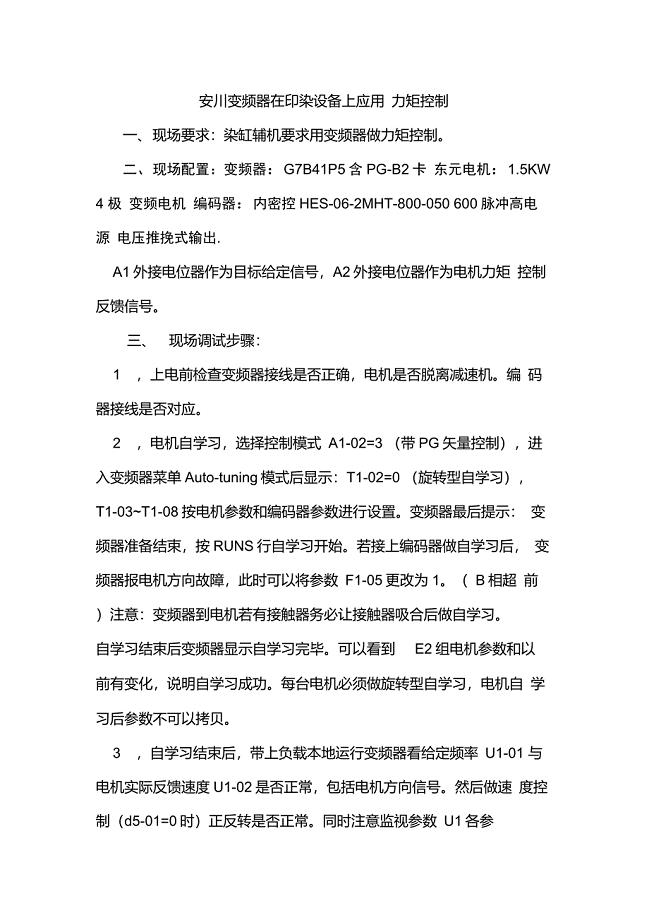
安川变频器在印染设备上应用力矩控制
细木板项目商业计划书写作模板

中国石油大学远程教育2013年秋季经济法第二次在线作业

2023年教师述职汇报表()
总务工作计划
二年级美术上册动漫宝宝教案浙美版
SecureCRT设置自动保存日志log信息
班主任工作实习计划具体安排(2篇).doc
 数据结构上机程序
数据结构上机程序
2023-07-14 31页
中国信息化推进大会集团财务:数据集中是关键
2024-01-08 6页
windowsserver2008磁盘管理
2023-02-05 35页
网络代理销售协议
2022-11-13 5页
国际体力活动量表IPAQ中文版短卷和长卷及评分标准
2023-05-29 6页
Excel表格公式大全(苦心整理)
2023-01-25 4页
使用天河二号超级计算机资源申请表
2023-11-27 5页
HTML-表单例子实例
2022-11-24 7页
算法伽利略与自由落体运动
2022-09-05 3页
设备技术参数与配置要求
2022-11-13 11页