
船舶轴系镗孔工艺
6页
1、船舶轴系镗孔工艺本规范以CSQ卿国造船质量标准(1998)为依据,通过参考兄弟船厂相关 资料及工艺文件汇编而成1 范围本规范规定了船舶轴系镗孔工艺的工艺准备、 人员、工艺要求、工艺过程及检验 本规范适用于万吨级以上钢质船舶的轴系镗孔。其他钢质船舶亦可参照使用。2 规范性引用文件CSQS 中国造船质量标准( 1998)3 工艺准备3.1 施工图样及相关工艺技术文件。3.2 镗孔工具a)a)镗孔专用设备;b)b)校中用划针盘及弹性接头;c)c)月牙扳手;d)d)长接杆;e)e)V型水平标尺;f)f)准直仪;g)g)刀具。3.3 检查镗孔工装设备完好性。3.4 依照艉柱线型,制作镗孔架。3.5 确认艉管前后端面镗孔所需的校圆线、镗削圆线及提高校中精度的工艺基 准螺丝钉。4 人员4.1 操作人员和检验人员应具备专业知识,并经过相关专业培训、考试或考核 取得合格证书,方可上岗操作。4.2 操作人员和检验人员应熟悉本规范要求 , 并严格遵守工艺纪律和现场安全 操作规程 .5 工艺要求5.1 镗孔的圆度、圆柱度公差符合 CSQ卿国造船质量标准(1998),见表1表1镗孔圆度、圆柱度公差值位为毫米孔径
2、D公差标准范围 120120180180260260360360500500700700900900110011001300 13001500 0.0805.2孔圆柱度公差值方向应与衬套压入方向保持一致,不允许反方向5.3轴管前、后孔的同轴度误差不大于0.08mm6.3 .5.4镗孔的表面粗糙度不小于-,各端面粗糙度不于小5.5镗削后端面与轴中心线的垂直度误差不大于0.10mm/m 6工艺过程6.1 镗杆安装时,应按艉管前、后端面上的校圆线和工艺基准螺钉为校中依据, 先用划针盘初校校中圆线后再用内径千分尺调整镗杆与工艺基准间的距离,使镗杆与轴系中心重合。误差不大于 0.02mm镗杆与轴系中心重合见图1图1膛杆询更卫心重合6.2 艉管长度超过3.5m以上,镗杆必须设置中间支承,对镗杆挠度修正。镗杆 挠度修正示意图见图2。图2镗杆挠度修正示意图6.2.1 6.2.1在距艉管后端面1.5m处设置准直仪,分别调整两只水平标尺在同一高度上。6.2.2 将同一标高的两水平标尺分别置于 A、B两处,调整准直仪,使其与 A、 B两处的水平标尺处于同一标高上锁定准直仪。6.2.3 将A处的水平标尺移至C
3、处,依据准直仪标高点,用长接杆调整中间支承,修正镗杆挠度,误差不大于0.02mm6.3 6.3镗杆调整后应进行无负荷动车,加注润滑油脂,检查支架各连接点螺栓松紧情况。6.4 粗镗加工6.4.1 依据施工图,将各阶梯孔直径尺寸、长度尺寸等全部加工到半精镗前状态,各阶梯孔应留有11.5mm加工余量642切削深度不大于4mm进给量0.60mm/r、镗杆转速10r/min ;要求粗糙度达到/。6.4.3 工作中如发现较大面积砂眼、裂缝等铸件缺陷应及时反馈。6.4.4 镗杆复校中,镗杆挠度修正,重复(6.2.1)(6.2.2 )程序及要求。6.5 半精镗加工6.5.1 提高同轴度精度,各档孔径应留有0.5mm加工余量。6.5.2 切削深度不大于0.80mm 进给量0.30mm/r、镗杆转速10r/min,要求粗糙度不小6.5.3 工作中应在孔径表面喷注由植物油70唏口煤油30%&成的混合冷却油。6.6 精镗加工6.6.1 应在夜间或阴雨天进行,且应停止船上影响精镗加工的振动性作业。6.6.2 切削深度不大于0.15mm 进给量0.15mm/r、镗杆转速10r/min、要求粗糙度不小6.6.3 各档孔径应一次镗出,中途不允许停止镗削。6.6.4 工作中应在孔径表面喷注混合冷却油。6.6.5 内孔镗削合格后才允许切削端部平面,其外形按施工图样,所镗平面必 须垂直于中心线,垂直度公差应不大于 0.1mm/m6.6.6 二端面镗削尺寸按图样,并以端面镗削线为准,长度误差之和为土1.5mm6.7 镗杆拆除前,认真检查各加工表面的加工质量,应符合本规范规定的工艺 要求。6.8 镗杆拆除后,消除孔径边缘毛刺,测量各挡孔径尺寸并作记录。测量记录表格见表2表2测量记录表格位为毫米测量位置A123456789654321B测量 方 向Abcd平均值锥顺一度情况V 倒一X温度船名:工程号:测量:日期:7检验镗孔后检查下列内容:a) a)艉管加工面的粗糙度;b) b)艉管各挡加工长度尺寸及孔径尺寸;c) c)镗孔圆度和圆柱度;d) d)镗孔同轴度;e) e)各阶梯孔连接处的圆角或倒角的准确性。
《船舶轴系镗孔工艺》由会员cl****1分享,可在线阅读,更多相关《船舶轴系镗孔工艺》请在金锄头文库上搜索。
干部理论学习动员会上发言五篇

部编版六年级下学期语文按要求写句子专项精选练习含答案
余庆县工业项目分析报告模板参考
精密模具生产项目可行性研究报告模板立项审批
力创科技有限公司 互感器选型手册
以预防疾病为题的演讲稿5篇
2023年电子商务年终工作总结(2篇).doc
天然橡胶的性能和用途
小学中华母亲节活动方案
联通员工的述职报告
大学生如何做好销售

办公室主任竞争上岗演讲稿(三)
高填方路基安全措施

必修四四单元题(二)答案
秋季学期教学工作计划例文(2篇).doc
四川大学21秋《移动通信系统》平时作业2-001答案参考78
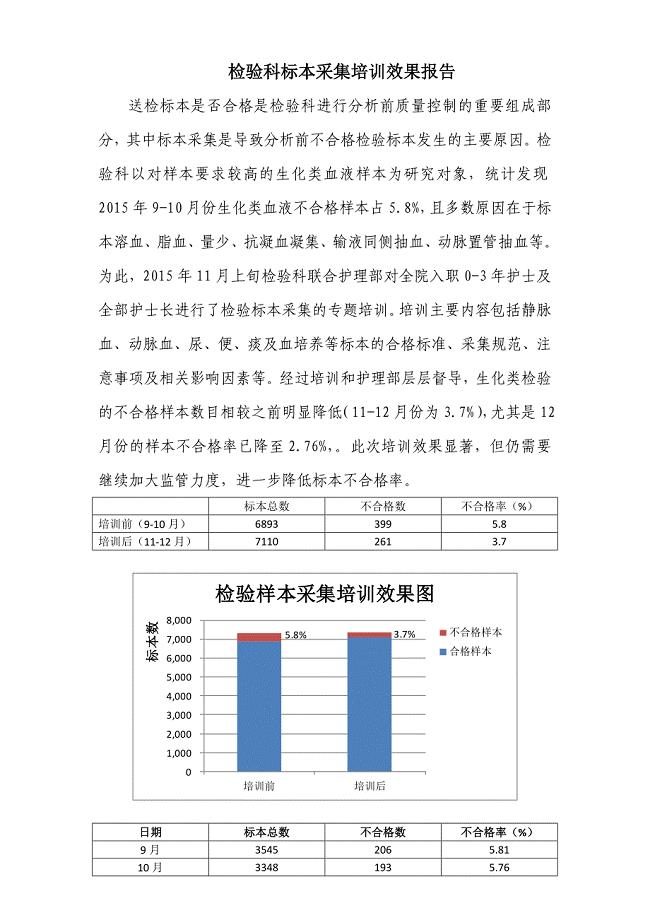
标本采集培训效果报告
幼儿园春节活动策划方案.doc
如何抓好信息化建设的需求管理
军理复习终极版word
 培训课程效果
培训课程效果
2023-12-29 1页
蒙台梭利的儿童观
2023-06-01 5页
2020年疫情防控培训演练流程、记录表
2023-01-02 3页
过氧化氢泄漏应急处理方法
2023-01-12 3页
方法验证报告材料(格式要求)
2023-05-16 21页
气力输送机概念及特点总结
2023-01-07 2页
工业企业供电合同范本
2023-02-11 4页
光中绩效方案
2023-11-27 17页
以预防疾病为题的演讲稿5篇
2022-08-14 6页
各类复印机维修代码和故障代码和进入方式
2023-04-05 20页