
模具基础知识
9页
1、模具类别和分类方法科学地对模具进行分类,对有计划地发展模具工业,系统地研究和开发模具生产技术,研究和制订摸具技术标准实砚专业比生产,都具有重要的技术经济意义,对研究和制订模具技术标准体系,具有更重要的阶值,是其基础。模具分类方法很多,过去常使用的有:按模具结构形式分类,如单工序模,复式冲模等;按使用对象分类,如汽车覆盖件模具、电机模具等;按加工材料性质分类,如金属制品用模具,非金属制用模具等;按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。序号模具类型模具品种成形加工工艺性质及使用对象1冲压模具(冲模)冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模板材冲压成形
2、2塑料成型模具压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等塑料制品成形加黄岩工艺(热固性和热塑性模塑料)3压铸模热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模有色金属与黑色金属压力铸造成形工艺4锻造成形模具模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等金属零件成形,采用锻压、挤压5铸造用金属模具各种金属零件铸造时采用的金属模型 金属浇铸成形工艺6粉末冶金模具成形模: 手动模:实体单向压制、实体双向压制手动模;实体浮动压模机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压模整形模:手动模:径向整形模,带外台阶套类全整形模,带球面件整形模等机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等 粉末制品压坯的
3、压制成形黄岩艺。主模具电加工设备用于铜基、铁基粉末制品;机械零件,工具材料与制品易热零件等7玻璃制品模具吹一吹法成形瓶罐模具,压一吹法成形瓶罐模具,玻璃器皿用模具等玻璃制品成形工艺8橡胶成型模具橡胶制品的压胶模、挤胶模、注射模。橡胶轮胎模,“O”形密封圈橡胶模等橡胶压制成形工艺9陶瓷模具 各种陶瓷器皿等制品用的成形金属模具 陶瓷制品成形工艺10经济模具(简易模具)低熔点合金成形模具,薄板冲模,叠层冲模,硅橡胶模,环氧树脂模,陶瓷型精铸模,叠层型腔塑料模,快速电铸成形模等 适用多品种少批量工业产品用模具,有很高经济价值模具锻坯下料尺寸的确定方法 模具是由若干个零件按一定规则排列的组合体。模具制造的第一步便是模具零件坯料(俗称模块)的准备。由于模具零件形式、规格、尺寸和性能的多样性,以及市场上材料的供应状态以圆钢居多,因此,由圆钢形式的原材料截取适当长度,通过改锻获得模块坯料的制坯方式应用极其广泛。但必须解决圆钢直径的选择及其下料长度的确定两个问题。1、模具零件锻造的目的模具零件坯料准备时锻造的目的有两个:(1)获得一定的几何形状。(2)改善材料的组织性能和加工性能。模具中一般的结构件(如
4、固定板、卸料板等)以第一目的为主,而主要的工作零件(如凸模、凹模等)则两项目的兼有。通过锻造获得模块坯料几何形状的方法,其灵活性极强。基本可满足模块坯料规格和尺寸多样性的要求,具有节省材料、缩短工时等优点。对于模具中的主要零件,由于其热处理、质量和使用寿命等方面的要求,往往还需要通过锻造来改善原材料的性能。如通过锻造使材料的组织致密、均匀,使其各向异性不明显等。这时的锻造不仅是改变几何形状,更重要的是要注意锻造的方法。如采用纵向镦拔、横向镦拔、三向镦拔和对角线锻造等。2 锻坯下料尺寸的确定原则锻坯的原材料一般为圆钢,合理选择圆钢直径和确定下科长度是锻造毛坯过程中的重要环节。其确定原则可归纳如下:(1)体积相等,即锻件毛坯的体积加上锻造过程中金属烧损率应等于原材料(圆钢)的下料体积。(2)金属烧损率即锻造力。热时产生的氧化皮、脱碳层等的损耗率。一般取=0.050.10。火次增多,锻造不平度大,材料脱碳倾向大时取大值(3)原材料长径比不能太大,一般取L/D=l.52.5,最大不超过3。L/D太大,锻件锻造过程中可能发生弯曲、夹层等缺陷。(4)计算后的原材料直径必须按国家标准的规格进行圆整,
《模具基础知识》由会员M****1分享,可在线阅读,更多相关《模具基础知识》请在金锄头文库上搜索。
三年级上册数学教案一位数乘两位数(8)_西师大版(2018秋)
审计局审计工作管理制度

2023年班主任教学工作总结合集六篇
九寨沟教案教学设计设计四年级上册人教版 九寨沟课文教案教学设计
2022年中小学最新财务工作计划
课前三分钟演讲稿汇总6篇
MATLAB培训第一讲MATLAB基本运算和作图
高考百日誓师大会上的发言稿 家长代表 学生代表 教师代表

公司销售人员管理制度分析
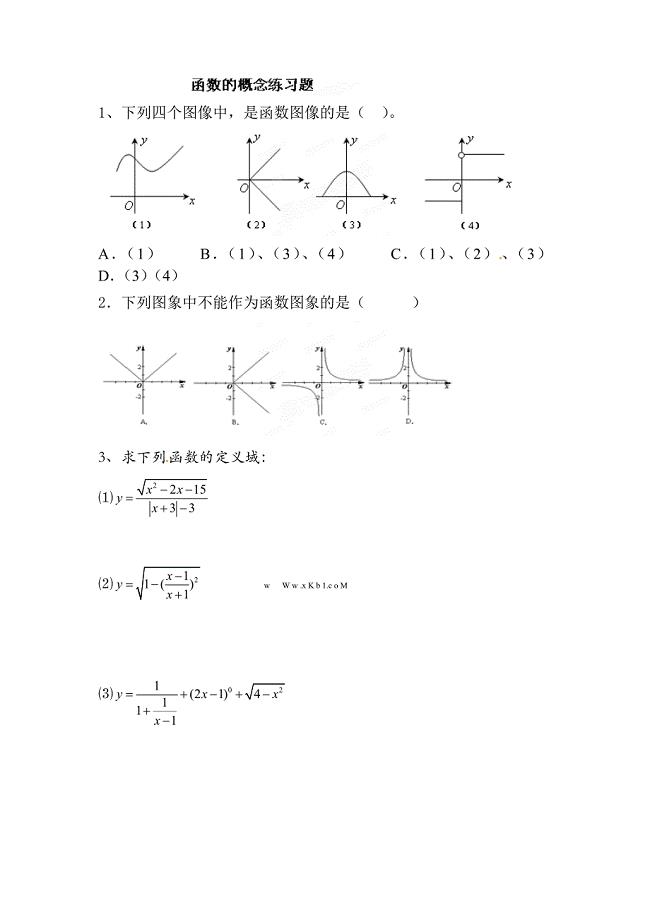
高一数学人教版必修一函数的概念练习题
联合报告书及说明文档
2022国旗下关于读书演讲稿范文
2021年联络部年终工作总结(一).doc
刘杰峰七年级上册第三课导学案
课堂表演在中职语文教学中运用毕业论文
医学实习报告模板集锦九篇
呼吸内科应急预案
教师个人述职述报告模板汇编七篇

高考动员大会教师代表演讲稿
创建国家食品安全示范城市致全市学生及家长的一封信
 广角信息发布系统管理平台
广角信息发布系统管理平台
2023-04-09 14页
专题16 物质的相互反应与转化
2022-10-23 5页
一级注册建筑师考试必过技巧
2022-10-25 10页
混凝土与砌体结构B第2次作业
2023-08-22 7页
判断树判断表结构化描述语言例题
2022-11-17 2页
痛风中药说明书
2022-07-22 2页
高大模板工程专项验收记录表
2022-09-03 6页
规划体系-部门职能划分
2023-01-03 3页
电力系统基础知识问答
2023-12-28 12页
风力发电机组标准
2022-10-24 8页