
粉末静电喷涂流程
5页
1、粉末静电喷涂技术的典型工艺流程粉末静电喷涂技术的典型工艺流程为:工件前处理喷粉固化检查成品1.1 前处理工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表面形成一层锌系磷化膜以增强喷粉后的附着力。前处理后的工件必须完全烘干水分并且充分冷却到35以下才能保证喷粉后工件的理化性能和外观质量。1.2 喷粉1.2.1 粉末静电喷涂的基本原理工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口的电极针向工件方向的空间释放高压静电(负极),该高压静电使从喷枪口喷出的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。工件经过挂具通过输送链接地(接地极),这样就在喷枪和工件之间形成一个电场占粉末在电场力和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层均匀的涂层。1.2.2 粉末静电喷涂的基本原料用室内型环氧聚酯粉末涂料。它的主要成分是环氧树脂、聚酯树脂、固化剂、颜料、填料、各种助剂(例如流平剂、防潮剂、边角改性剂等).粉末加热固化后在工件表面形成所需涂层。辅助材料是压缩空气,要求清洁干燥、无油无水含水量小于1.3g/m3、含油量小于1.
2、010-5(质量分数)1.2.3 粉末静电喷涂的施工工艺静电高压60-90kV。电压过高容易造成粉末反弹和边缘麻点;电压过低上粉率低。 静电电流1020A。电流过高容易产生放电击穿粉末涂层;电流过低上粉率低流速压力0.30-0.55MPa.流速压力越高则粉末的沉积速度越快,有利于快速获得预定厚度的涂层,但过高就会增加粉末用量和喷枪的磨损速度。雾化压力0.300.45MPa。适当增大雾化压力能够保持粉末涂层的厚度均匀,但过高会使送粉部件快速磨损。适当降低雾化压力能够提高粉末的覆盖能力,但过低容易使送粉部件堵塞。清枪压力0.5MPa。清枪压力过高会加速枪头磨 损,过低容易造成枪头堵塞。供粉桶流化压力0.040.10MPa。供粉桶流化压力过高会降低粉末密度使生产效率下降,过低容易出现供粉不足或者粉末结团。喷枪口至工件的距离150300mm。喷枪口至工件的距离过近容易产生放电击穿粉末涂层,过远会增加粉末用量和降低生产效率。输送链速度4.55.5mmin。输送链速度过快会引起粉末涂层厚度不够,过慢则降低生产效率。1.2.4 粉末静电喷涂的主要设备喷枪和静电控制器喷枪除了传统的内藏式电极针,外部还
3、设置了环形电晕而使静电场更加均匀以保持粉末涂层的厚度均匀。静电控制器产生需要的静电高压并维持其稳定,波动范围小于10。 供粉系统供粉系统由新粉桶、旋转筛和供粉桶组成。粉末涂料先加入到新粉桶,压缩空气通过新粉桶底部的流化板上的微孔使粉末预流化,再经过粉泵输送到旋转筛。旋转筛分离出粒径过大的粉末粒子(100m以上),剩余粉末下落到供粉桶。供粉桶将粉末流化到规定程度后通过粉泵和送粉管供给喷枪喷涂工件。回收系统喷枪喷出的粉末除一部分吸附到工件表面上(一般为5070,本公司为70)外,其余部分自然沉降。沉降过程中的粉末一部分被喷粉棚侧壁的旋风回收器收集,利用离心分离原理使粒径较大的粉末粒子(12m以上)分离出来并送回旋转筛重新利用。12pom以下的粉末粒子被送到滤芯回收器内,其中粉末被脉冲压缩空气振落到滤芯底部收集斗内,这部分粉末定期清理装箱等待出售。分离出粉末的洁净空气(含有的粉末粒径小于1 m、浓度小于5g/m3)排放到喷粉室内以维持喷粉室内的微负压。负压过大容易吸入喷粉室外的灰尘和杂质,负压过小或正压容易造成粉末外溢。沉降到喷粉棚底部的粉末收集后通过粉泵进入旋转筛重新利用。回收粉末与新粉末
《粉末静电喷涂流程》由会员cn****1分享,可在线阅读,更多相关《粉末静电喷涂流程》请在金锄头文库上搜索。
客服一周工作总结模板doc
2022年建筑电工(建筑特殊工种)资格考试题库及模拟卷含参考答案54
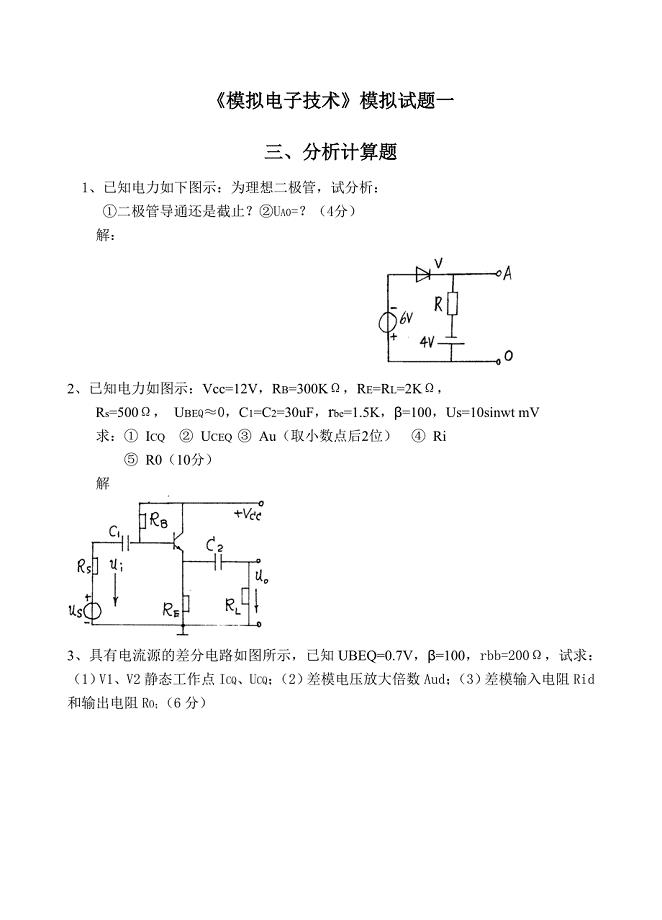
模拟电子技术试题及答案
高中数学恒成立新学历案(共7页)
金工实习铣工总结(2篇).doc
2023年河北劳动关系与劳动法高等教育自学考试试题与答案
在全县“创五城比四争竞五赛”动员会上的讲话
高三物理组教学反思
轨道巷挑顶扩帮震动安全技术措施
九年级语文下册同步训练:10 那 树
景观设计师年度工作总结范本(4篇).doc
湘西漂浮式海上风电装备销售项目申请报告_模板范文
2023年《十岁那年》读后感600字
九年级(上)家庭社会与法制教案(1、2章)
五年级语文上册《知音》教案 湘教版
初中数学教学反思 (5)
《民主主义与教育》读书报告
《人间有味是清欢》读后感范文精选三篇
告别加密软件win7文件夹加密一键全搞定
杨浦区中考化学二模试卷及答案
 工程监理资质新标准
工程监理资质新标准
2023-03-12 11页
申论标准模拟试题及答案
2022-09-23 6页
石忠高速公路施工组织设计
2024-01-01 55页
人教版八年级物理上册光现象复习课教案设计含答案
2023-03-08 16页
抵押房地产变现能力分析
2023-10-21 5页
食堂员工度工作总结三篇
2022-12-21 7页
通信工程文明施工及环境保护措施
2023-08-03 3页
干挂大理石施工措施
2022-11-02 4页
冰川地貌类型表
2023-04-22 5页
《输电线路工程》【土建建筑】
2023-12-24 22页