
数控车工 DAAN
1页
1、学校专业班级 姓名学 籍号13.数控机床( A )时模式选择开关放在AUTO。A. 自动状态 B. 手动数据输入 C. 回零 D。 手动进给14.若消除屏幕上的报警信息,则需要按( A )键。A. RESET B. HELP C. INPUT D。 CAN15。数控机床编辑状态时模式选择开关应放在( D )。A. JOG FEED B。 PRGRM C. ZERO RETURN D. EDIT16.为防止换刀时刀具与工件发生干涉,所以换刀点的位置应设在( B )。A. 机床原点 B。 工件外部 C。 工件原点 D。 对刀点17.车削外螺纹前,其外圆直径应该加工到( B )螺纹大径尺寸。A. 大于 B. 小于 C。 等于 D。 大于、小于、等于都可以18.使主运动能够继续切除工件多余的金属,以形成工作表面所需的运动,称为( A )。A。 进给运动 B。 主运动 C。 辅助运动 D。 切削运动19。 切削刃选定点相对于工件的主运动瞬时速度为( A )。A。 切削速度 B。 进给速度 C. 工作速度 D。 切削深度20。 工件夹紧要牢固、可靠,并保证工件在加工中( C )不变.A。 尺寸 B
2、. 定位 C。 位置 D. 间隙21。对应每个刀具补偿号,都有一组偏置量X、Z,刀具半径补偿量R和刀尖( A )号T.A。 方位 B。 编 C. 尺寸 D. 补偿22.工件在机床上定位夹紧后进行工件坐标系设置,用于确定工件坐标系与机床坐标系空间关系的参考点称为( A ).A. 对刀点 B。 编程原点 C。 刀位点 D。 机床原点23。在加工表面、切削刀具、切削用量不变的条件下连续完成的那一部分工序内容称为( C ).A。 工序 B。 工位 C。 工步 D。 走刀24。数控机床加工过程中发生危险现象需要紧急处理时应采取( C )。A。 按下主轴停按钮 B.按下进给保持按钮 C. 按下紧急停止按钮 D.切断电器柜电源 25.G00代码功能是快速定位,它属于( A )代码。A。 模态 B. 非模态 C. 标准 D. ISO26。T0305中的前两位数字03的含义( A ).A。 刀具号 B. 刀偏号 C。 刀补号 D. 刀具长度补偿号27.刀具的耐用度是指刀具在两次重磨之间( B )的总和.A。 切削次数 B. 切削时间 C。 磨损度 D。 装拆次数28。切槽加工时,切刀进给量F选用如果(
3、A )反而引起震动.A。 过小 B. 适中 C. 过大 D。 快29.当刀具出现磨损或更换刀片后可以对刀具进行( A )设置,以缩短准备时间.A. 刀具磨耗补偿 B. 刀具补正 C. 刀尖半径 D. 刀尖的位置30.操作面板的功能键中,用于程序编制显示的键是( B )。A. POS B. PROG C。 ALARM D。 PAGE 长兴岛职校20102011学年度第二学期数控车工期末试卷60分钟 满分100分 答题栏1234567891011121314BBACACDDAADDAA1516171819202122232425262728DBBAACAACCAABA293031323334353637383940ABDACCADDAAB一、选择题(将正确选项写到答题栏内,每题1.5分,共60分)1.切刀宽为2mm,左刀尖为对刀点,要保持零件长度50mm,则编程时Z方向应定位在( B )处割断工件。A。 50mm B. 52mm C. 48mm D. 51mm2。用杠杆千分尺测量工件时,测量杆轴线与工件表面夹角=30,测量读数为0.036mm,其正确测量值为( B )mm.A. 0.025
《数控车工 DAAN》由会员桔****分享,可在线阅读,更多相关《数控车工 DAAN》请在金锄头文库上搜索。
梧州市古善小学2018年全国节能宣传周和低碳日活动总结
根据爱因斯坦的相对论
小学科学教师个人工作总结(3篇).doc
景观设计手法
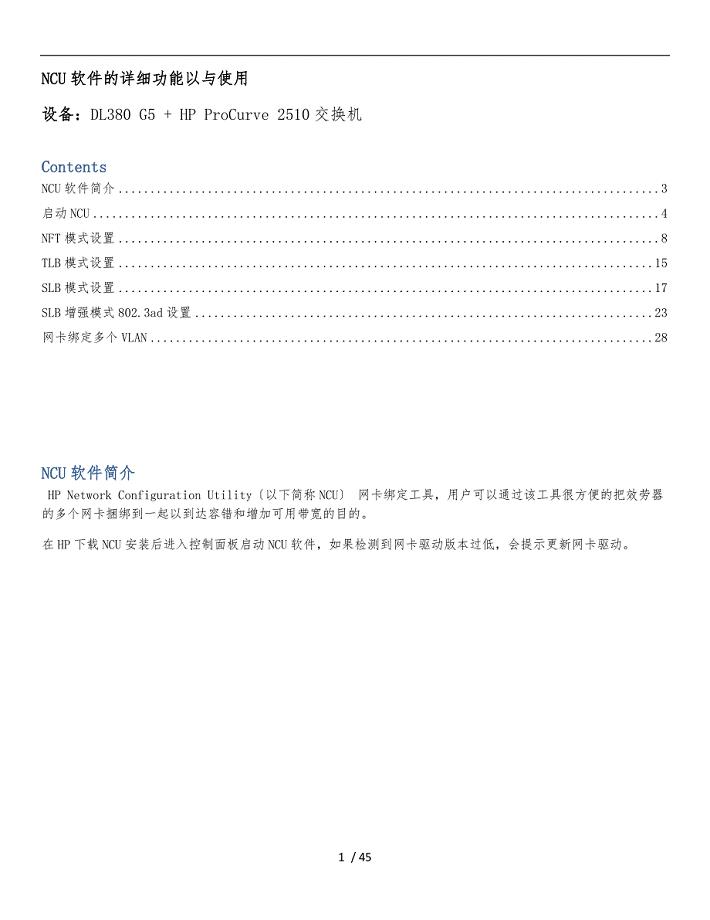
双网卡绑定NCU软件的详细功能以及使用
经典同学聚会邀请函组织聚餐幽默通知
隧道工程安全专项施工方案
婚礼主持词精选范文
郑州关于成立汽车发动机缸体公司可行性研究报告(DOC 79页)
2022年《小妇人》观后感
2022“爱岗位重责任讲奉献”演讲稿范本

期末数学试题
装修施工方案范本
关于文艺晚会策划方案汇编六篇
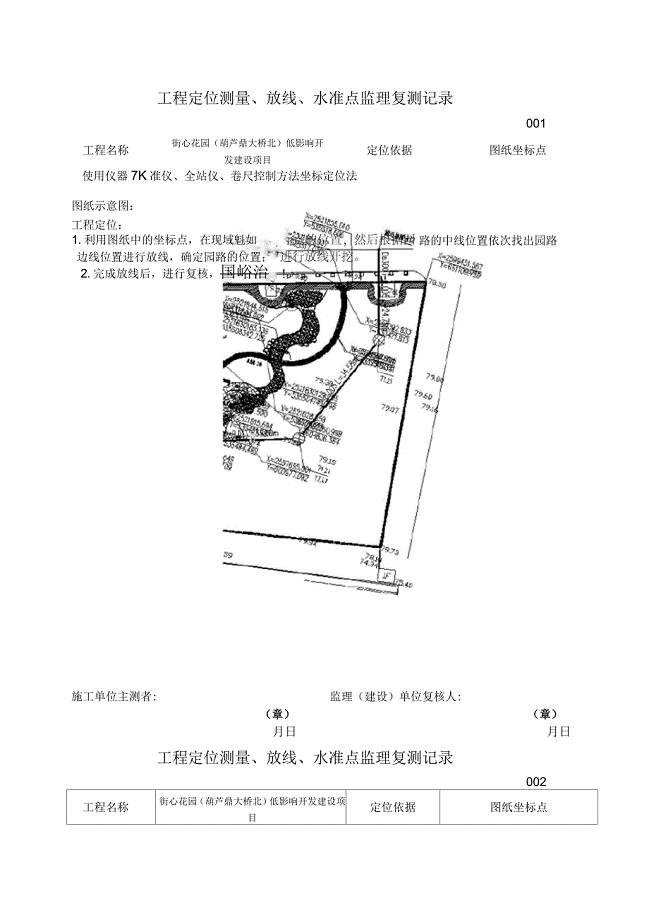
工程定位测量及复核记录
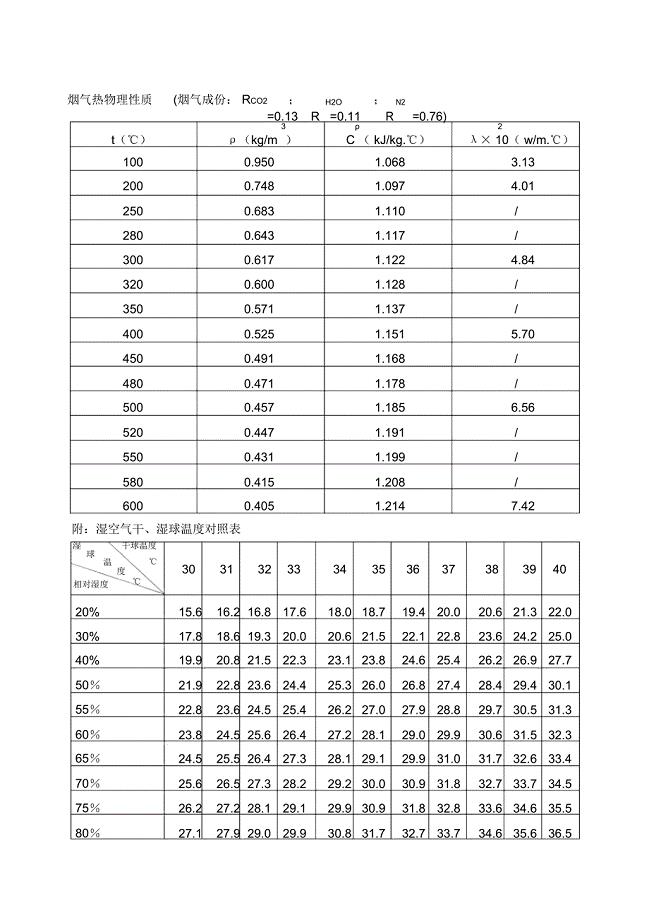
烟气空气参数..
交通安全法律法规知识复习题
人教九上语文第3单元 试卷集(4套)
商品销售协议范本
推荐-刑事自诉案件须知
 中国医科大学21秋《社会医学》在线作业二答案参考6
中国医科大学21秋《社会医学》在线作业二答案参考6
2023-01-30 17页
高中数学选修1-2试题及答案(打印)
2023-07-30 7页
福建师范大学21春《软件测试技术》离线作业一辅导答案72
2024-02-25 11页
拖延症-问卷分析
2022-12-08 10页
建筑施工技术复习题答案
2022-10-01 8页
大工21春《证券投资学》在线作业二满分答案80
2023-06-17 14页
《虞美人》教学设计(李新建)
2022-08-26 5页
建筑安装施工常用英语500句
2022-11-20 20页
中国医科大学21春《卫生信息管理学》离线作业一辅导答案21
2023-08-03 13页
大连理工大学21春《暖通空调》在线作业二满分答案90
2023-07-07 14页