
端面齿盘的设计与加工设计说明书
21页
1、四川职业技术学院毕业设计(论文)摘 要 现代制造业飞速发展,以数控机床为技术代表的新型制造技术已几乎覆盖了普通机床,编程已由手工编程发展到计算机编程,它是制造业进一步向智能化方面的过度,它不仅提高了生产效率还保证了加工质量。对于加工拥有纵多相同或以一定规律变化的工位的零件,传统的手工编程十分烦琐而且容易出错。例如计算机显示器的模具加工、分度盘的加工、端面齿盘的加工等。由于端面齿盘拥有纵多的齿而且在同一平面,一般编程很难完成零件的加工,所以我们采用了宏程序编程,从工件造型到计算机模拟加工,再到计算机处理,刀具的选择等等,都可以比较简单的完成。并且工件的质量也可以得到保证。 宏程序与普通程序的区别在于:在宏程序中,能使用变量,可以给变量赋值,变量间可以运算,程序可以跳转;而普通程序中,只能指定常量,常量之间不能运算,程序只能按顺序执行,不能跳转,因此功能是固定的,不能变化。用户宏功能是用户提高数控机床性能的一种特殊功能,在相类似工件的加工中巧用宏程序将起到事半功倍的效果。宏程序是加工编程的重要补充。宏程序属于计算机高级语言,可以实现变量的算术运算,逻辑运算和条件转移等操作。它可以很轻松的完
2、成分度盘的加工。关键词:分度盘 数控机床 宏程序 切削参数 目 录第一章 引言1 1.1数控机床的特点1 1.2 设计采用的方法1第二章 分度盘的加工与编程2 2.1加工任务分析22.2工艺处理42.2.1 毛坯准备42.2.2 装夹42.2.3 工艺设计52.3数控刀具72.4宏程序编程92.5模拟仿真112.5.1 定义机床112.5.2 定义毛坯122.5.3 选择夹具132.5.4 安装工件132.5.5 定义刀具132.5.6 建立工件坐标系142.5.7 输入代码输入宏程序代码进行准备模拟142.5.8 空运行142.5.9 模拟加工142.5.10 模拟三维工件和刀具152.6总结16第三章 主要参考文献18第四章 结束语19第一章 引言1.1数控机床的特点在数控技术中,所谓的加工程序,就是把零件的加工工艺路线、工艺参数、刀具的运动轨迹、切削参数以及辅助动作等,按照数控机床规定的指令代码及程序格式编写成加工程序单,再把程序中的内容通过控制介质或直接输入到数控机床的数控装置中,从而控制机床加工零件。 数控编程分为手工编程和自动编程。手工编程是从零件图样确定工艺路线,计算数值
3、和编写零件加工程序单,制备控制介质到校验程序都由人工完成。对于形状简单零件的加工,计算比较简单,程序较短,采用手工编程可以完成,但对于形状复杂的零件,特别是具有非圆曲线,列表曲线的零件,用手工编程相当困难,必须用自动变成完成.自动编程是编程人员根据加工零件图纸要求,进行参数选择和设置,由计算机自动地进行数值计算,后置处理,编写出零件加工程序单,直至将加工程序通过直接通信的方式进入数控机床,控制机床进行加工。随着数控技术的发展,数控机床得到了广泛的应用。目前,在机械行业中,单件小批量生产所占有的比例越来越大。这对工件的加工要求也提高了,目前在数控加工中比较广泛的应用了手工编程,它是按照事先编制好的加工程序,根据加工程序自动的对被加工零件进行加工,我们把零件的加工工艺路线,工艺参数,刀具轨迹,切削参数以及辅助功能,按照数控机床规定的指令代码及编写成的加工程序单,然后输入到数控机床中,从而控制机床完成对零件的加工,但这种手工编程只能加工一些简单的面。面对具有复杂曲面的点位关系是无法完成的。例如在分度盘的加工过程中,孔的数量相当多,而且加工精度要求高,在加工中还有很多变量,一般编程很难完成,但
《端面齿盘的设计与加工设计说明书》由会员公****分享,可在线阅读,更多相关《端面齿盘的设计与加工设计说明书》请在金锄头文库上搜索。
桥门式起重机安全管理制度
2023学生法院实习报告集锦五篇
道路交通安全承诺书
教师2022年度个人述职报告
2017年安全生产管理:班组安全管理的内容及具体做法考前冲刺
班干部管理制度
工程奖惩管理办法
白鲸读书摘抄
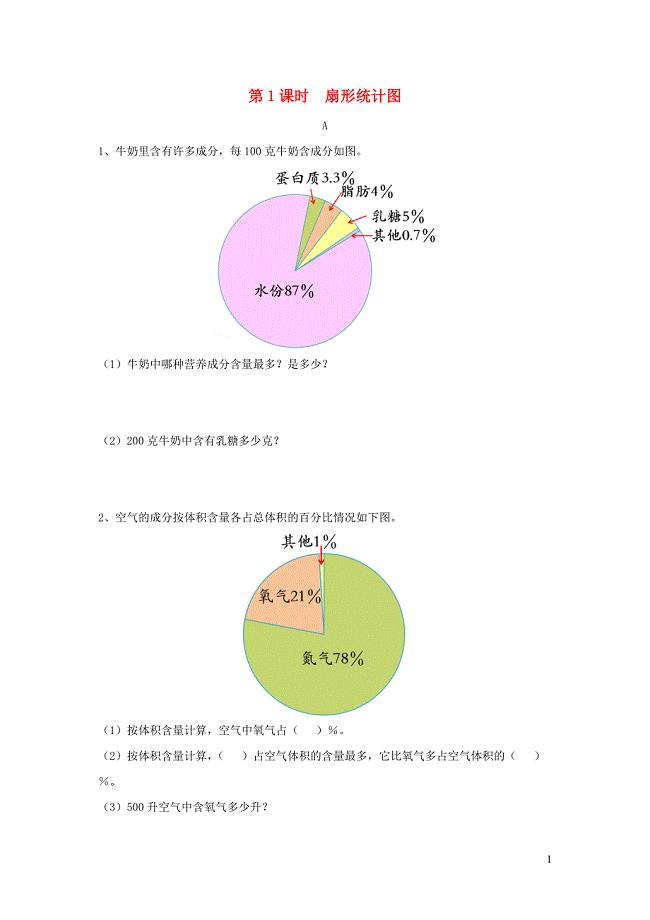
2019年六年级数学下册 第一单元 扇形统计图 第1课时 扇形统计图课堂作业(无答案) 苏教版
抵押合同无效-转摘案例
公司环境管理体系手册参考模版范文
二年级部编人教版语文下学期选词填空专项强化练习题
转作风抓落实促发展档案局改作风抓落实促发展自查剖析材料
七年级数学下册1不等式典例剖析不等式的性质及其解集素材(新版)新人教版
唐山智慧城市集成服务项目可行性研究报告_参考模板
广告合同范文9篇
兵马俑导游词汇编15篇
住宿业卫生管理制度精讲(三)
制定护理工作年度计划(四篇)
大学社团活动方案经典版(三篇).doc
 岛津紫外可见分光光度计操作规程仪器版
岛津紫外可见分光光度计操作规程仪器版
2023-08-08 12页
SWDM-20旋挖钻机液压系统设计论文
2023-08-26 37页
汽车外文翻译--服务的核心流程
2023-06-16 7页
10kV配电线路安装工艺标准试行
2023-03-16 28页
多功能电子医药盒设计任务书
2023-04-26 8页
多功能工业控制平台设计任务书
2022-08-02 14页
8Bunit5知识点解析与配套练习
2022-09-30 4页
叉形件零件工艺及车床夹具设计论文说明书
2022-07-25 29页
拨叉零件机械加工工序卡片
2024-02-17 17页
SWE85挖掘机夹桩压桩机构设计任务书
2023-10-22 2页