
微细电火花加工数值模拟开题报告
6页
1、南昌航空大学科技学院学士学位论文目 录一 选题的依据及意义:1二、国内外研究概况及发展趋势:1三、研究内容及实验方案:4四、目标、主要特色及工作进度:5五、参考文献51南昌航空大学科技学院学士学位论文一 选题的依据及意义: 随着生产发展和科学实验的需要,许多工业部门,尤其是仪器仪表、国防、航空航天等等部门要求尖端科学技术产品向高精度、高速度,大功率、小型化等方向发展,它们使用的材料越来越难加工,零件形状越来越复杂,微细加工向着更小尺度的方向发展,加工精度和表面质量要求越来越高,这进一步促进了电火花加工的应用和发展。但同时对电火花加工尺度和加工效率等方面也提出了更高的要求,电火花加工的效率仍然较低,限制了电火花加工在批量生产中的广泛应用。此外,新型电火花加工电源的研制开发、新型电火花加工工作液的开发等都是电火花加工技术研究的热点。电火花微细加工技术,其进一步发展和实用化都必须解决一个共同的难题,即认识极间的物理过程,揭示电火花加工放电机理和材料蚀除机理。火花放电时,电极表面的金属材料究竟是怎样被蚀除下来的,这一微观过程的物理本质即是所谓电火花加工的机理。了解这一微观过程,有助于理解和掌握
2、电火花加工的基本规律,从而对脉冲电源、进给装置、机床设备等提出合理的要求和正确的使用。从大量试验资料来看,每次电火花腐蚀的微观过程是电场力、磁力、热力、流体动力、电化学和胶体化学等综合作用的过程。到目前为止,人们对于电火花加工微观过程的了解还很不够。如工作液成分的影响、间隙介质的击穿、放电间隙内的状况、正负电极间能量的转换与分配、材料的抛出、电火花加工过程中温度场、流场、力场的变化,通道结构及其振荡等等,都还需要进一步研究。因此,电火花加工极间物理过程的研究是实现电火花微细加工、电火花高速加工的重要基础。对提高电火花加工效率、加工质量,扩大电火花加工应用领域来说都具有重要意义。二、国内外研究概况及发展趋势:微型机械与微机电系统的发展强有力的推动了微细电加工技术研究的不断深入与进步。目前对微细电火花加工技术的研究可以分为两大类:微细电火花工艺研究和微细电火花设备研究。其中微细电火花工艺研究从工艺方面入手,包括微细电极制备工艺、微细孔加工工艺技术的研究等;而微细电火花设备研究主要从设备出发,研究适合微细加工的机床结构、更小的放电电源、微细电极制备装置以及微细孔加工辅助装置等。目前,发达国家
3、的微细电火花加工技术已进入工业应用阶段,甚至商业销售阶段,如日本松下精机、瑞士夏米尔等公司都有较成熟的产品。其中日本松下精机的产品性能最优,约需20万美元左右,且对我国禁运。另外,日本东京大学的增泽隆久、丰田工业大学的毛利尚武等学者正在研制开发的机床也都具有很高的水平,是该研究方向上的主要代表1。日本松下精机生产MGED82W是目前国际上功能最强的一种商品化高精度微细电火花加工机床。该机床的脉冲电源采用RC微能驰张式电源,其最小脉冲能量可达10-7 J,是传统电火花加工电源能量的1/10到1/100。为了减少寄生电容对加工过程的影响,机床采用了陶瓷材料做主要零件。此外,机床还配有加工状态监测的显微测量系统和WEDG单元。在机床上可完成微细电火花微轴加工(WEDG)、微孔加工、三维结构铣削加工、成型加工等多种电火花加工。图1.3为用MGED82W加工的10m和宽10m的微孔和微缝的样件照片。该机床可用于各种微小轴、孔、三维曲面、型腔的加工,适用于微加速度计、微力传感器、微喷头等微机电系统的研制生产。图1.3微小孔、微缝样品国内在微细电火花加工研究方面,南京航空航天大学起步较早,上世纪九十
《微细电火花加工数值模拟开题报告》由会员夏**分享,可在线阅读,更多相关《微细电火花加工数值模拟开题报告》请在金锄头文库上搜索。
验证机械能守恒定律实验练习题

unit2lesson5PartI教学设计
《简易方程》整理复习教学设计
质量检验部岗位职责(四篇).doc
寒假读后感(通用25篇)

第一学期初二年级组工作计划(2篇).doc
关于优秀员工演讲稿模板汇总八篇
4月英雄大会主持稿
高一年级英语作文
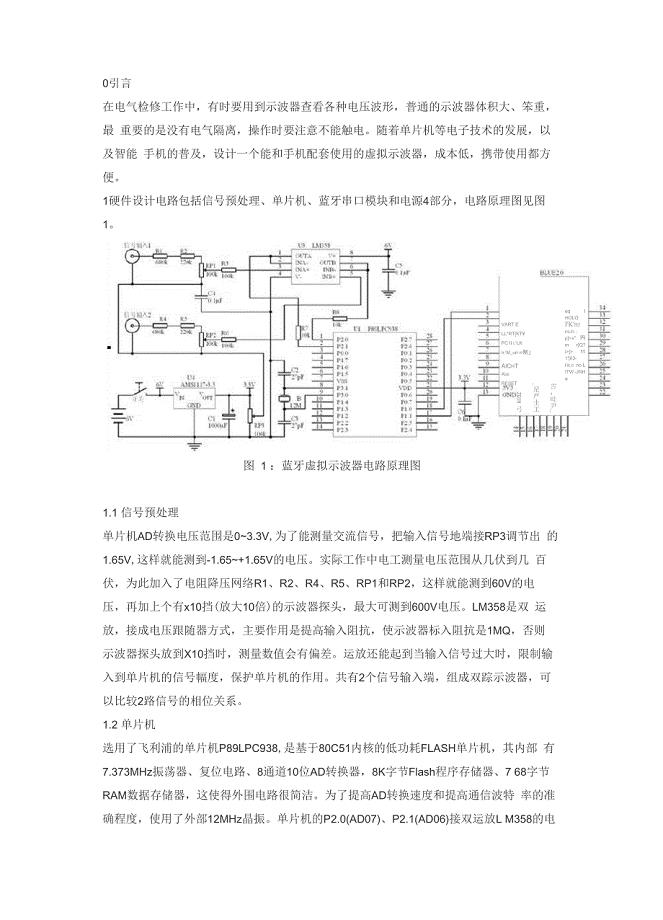
手机虚拟示波器
&amp#215;&amp#215;软件股份有限公司质量手册(doc 46)
微信群管理员工作职责
2023年山东省潍坊市青州市弥河镇黄泥沟村社区工作人员考试模拟试题及答案
逻辑学复习知识点汇总
新视野大学英语第二版读写教程第一册答案
婚前购房协议经典版(十一篇).doc
高考数学最有效的复习模式
2023年自考专业(社区护理)《社区护理学导论》考试全真模拟易错、难点汇编第五期(含答案)试卷号:30
新教师年终工作总结范文

12月英语四级真题及答案汇总
 换流站典型施工工艺标准化手册(80页)
换流站典型施工工艺标准化手册(80页)
2023-07-20 80页
(最新整理)大量车祸伤员救治应急演练脚本
2023-09-18 5页
公证机构年度考核(最新整理)
2022-12-01 5页
乡镇年度依法治镇工作总结
2023-08-24 7页
专转本计算机基本知识点总结大全
2024-03-06 81页
贵州铅锌矿采冶废渣污染场地原位综合治理修复工程指南
2022-12-09 18页
护理应急演练脚本(参考新版)
2024-01-29 23页
地面深孔注浆方案
2022-08-26 17页
安全带卷加速敏感器组件自动装配机设计论文
2023-07-11 39页
岛津紫外可见分光光度计操作规程仪器版
2023-08-08 12页