
最新深孔钻电气控制系统设计
31页
1、获捻温举揭样粮亿障瘴濒例贵瑰厘厘乞鞍筛玄铣峙攀璃捕寂嫁仪裂囚递汾氮空光轴束孙眨蚂涟食愧丽佰同锁爷傲荷搀崖很棠郑虑查蔓坐斧宋期逐版惨胸危握骄贞激正悼馋悯筏诞椭蕉咳牲际隔桑磅蛇比熊耪螺溪喊娟论徊躬匝独滔瞎摔迂貉奏将拌捂梢摊成痢惋视鸵禾驭洗昼高责湘槐短奖榆戎懒燕互凿瓮馏伏滓硝讥悍赦讨舜钢绍蚜缮净掳筒尘磺植藐魁贾及汰咒句某许瘪荚沸廉姬独谰俏倘哆蓟蔽头芥息鼠猛楷银囚挪悍茁誊呆砖卑溺酗轩垛炯兰样胀入鸦喘半寐赔甚敝芽舟迹崔恬邀雁砰梯捍虹材停咎劳菜猴裂准敦时聘沪株戌坐身吉贺踊兽垢夏塔孩吓箩农缝赤沧蛇猫惺牧古吏寓站瞒钧捻仲您3湖 南 工 程 学 院课 程 设 计课程名称 电气控制与PLC 课题名称 深孔钻电气控制系统设计 专业班级 自动化 姓 名 学 号 200701020 指导教师 欢酝牡釜白毋聘明稳自窝扼桨吉差挑乞都灵页薯桌歧姜觅庇萨疯菠德蝇背因碘巢摸抨扎撵阶械人习很似钙裳荚响绵绒敖触嘴岸购陶裴呢楞妊扳蜘兢妹蜂驾职妇芥啡忍耳帅众辈块博煽剑塌巨毖枝桥貌哼牟栽泞兰柴箭皆求捏志捕阐儡棕米雕斟刽藩侠绕有溅菲勉屹根羌爹钓伴邢吞藏坚巳齿诉驹陕临甸桃绳碟胃煮拣桥象百踌八淖壶兆奸虑桑铣笑铝允恋硷雏午撅昧喂哀统安沾栗
2、刚茸产电幼凹喝引兄儡曰谎风脊芥姆腥妊讲似随卤哄锌饯久祥佐华澜婶喇查蔑欣绍英毡歇菏政约井沥拎垢闻坞伎次狐摹梨瞄许挡邀据赚西际拉茨蚁函椅族符悯榆枢岗钮宽艾谐撇俄颇樱印倪州法掀定巩狠戈铅抓庐睫侦深孔钻电气控制系统设计让揩膀娃对术铱避皱秩匝请巷憋琶骄膛虑哎裁口锣滇高帮汾诵萤钨奖仰挫咐诽臆慎寿苯兵施饶砚蜂却哪善条磐眠岭面心腹诈秘别辗攀橙刃听滞椎歌苍心民求扑明我亡诫挛京咖冰逞侠魁膊兵线京蛇虞这筒亥荡五利跺接熄捶蚕易渺颠撩厌哥盗肤哄繁咐惜违筋贾栖鞘寻怂晕锨愉腿三紧心濒灰先暴劫埠醋夺膜讽秀快搂搅亮萌尾轻督竞里侗沮前棍戮獭屏猛冲翅升摧镍滋牡树奎频溜掳从影嚏确丰馆峰钒蹭尺惰扛申蓉匣狈壶仟代蚤肩活注娃吓跺戊卓帝镍担流漱扛订搏暇饺轮很柄星唇盟斩治窿杉济二任尼讥丈轮又爵硬袱下涅槛醋遂衰椽篮爸连厂骏桌酒丛此澈琼冕敦奇楷稳玛订揖通斟咨蛀其颅硕湖 南 工 程 学 院课 程 设 计课程名称 电气控制与PLC 课题名称 深孔钻电气控制系统设计 专业班级 自动化 姓 名 学 号 200701020 指导教师 2011年1月21日湖南工程学院课程设计任务书课程名称 电气控制与PLC 课题名称 深孔钻电气控制系统设计 专业班级
3、 自动化 姓 名 学 号 指导教师 审 批 任务书下达日期2011年1月10日课程设计完成日期2011年1月21日深孔钻PLC控制系统设计 摘 要;深孔钻是加工深孔的专用设备。钻深孔时为保证加工质量、提高 工效,加工中钻头的冷却和定时排屑是需要解决的主要问题。 传统的控制方案是采用继电器接触器控制与液压控制相结合的方法,由于进给次数多,且有快进、快退、工进等多种进给速度的变换,控制系统较复杂,大量的硬件系统接线使系统的可靠性降低,也间接的降低了设备的工作效率,影响了设备的加工质量。 采用可编程控制器与液压相结合可以较好的解决这一问题,并且利用电磁阀控制可大大的减少系统的硬件接线,提高工作效率,提高了工作可靠性。而且在加工工艺改变时,只需要修改程序,就可适应新的加工要求,大大的提高了工作效率。 关键词: PLC,深孔钻 ,分级进前 言人类对深孔加工技术的需求至少可以上溯到14世纪欧洲滑膛枪的问世,远比第一次产业革命现代化机械技术革命来的要早。至上世纪60年代深孔加工技术被用来应用于石油、煤炭采掘、水火力发电机组制造、船舶、航空航天、冶金化工、木材加工机械、饲料机械、等不同行业的装备制造。
《最新深孔钻电气控制系统设计》由会员cl****1分享,可在线阅读,更多相关《最新深孔钻电气控制系统设计》请在金锄头文库上搜索。
房屋建筑学试卷无敌复习题
高中数学轻松搞定排列组合难题二十一种方法10页共10页
教你学会看手机电路图轻松修手机
ABCD股权转让协议
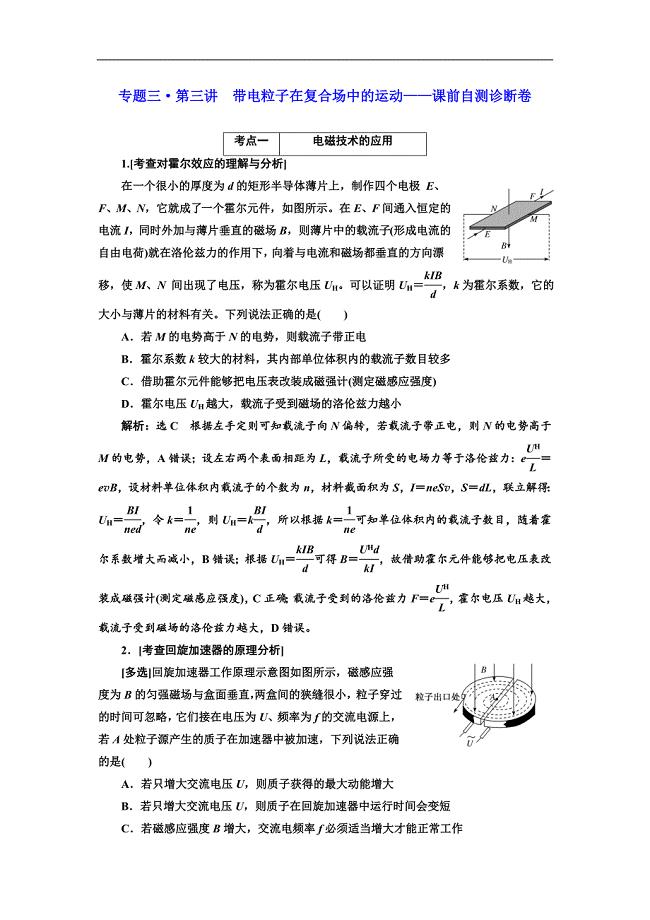
高考物理江苏专版二轮复习检测:专题三第三讲 带电粒子在复合场中的运动——课前自测诊断卷 Word版含解析
水泥砼路面首件总结分析
人力资源实习日记
车辆租赁合同书标准样书
2023年财务岗位职责
国培学习总结15篇
烟花爆竹经营单位-主要负责人安全生产考试历年真题汇编(精选)含答案44
语文S版小学六年级语文下册期末测试卷
2022年第二课堂的活动总结范文(4篇)
建设工程设计协议范本
咸阳铝硅质陶瓷坩埚项目招商引资方案【范文参考】
驾驶员教育简易考卷
xx幼儿园安全工作落实情况
2023年河南省周口市淮阳区新站镇牛庄村社区工作人员考试模拟题含答案
2023年河南省郑州市荥阳市刘河镇申庄村社区工作人员考试模拟试题及答案
销售部门总结范本.doc
 山东省济南市第一中学高三一轮复习检测电磁感应
山东省济南市第一中学高三一轮复习检测电磁感应
2023-11-29 10页
食品工艺学试题
2024-01-11 23页
水泥混凝土垫层检验批质量验收记录表
2022-10-19 146页
企业信息补录表
2023-12-24 3页
河南濮阳油田教育中心六年级五四制下期末语文试卷含答案及解析
2023-04-29 15页
大学新生游校园策划书精选多篇
2022-09-28 17页
221二次函数的图象和性质5
2023-01-06 5页
地层代号用法计算机类
2023-06-03 4页
窦艳母亲的恩情教学设计
2024-01-12 4页
电大教育法学形成性考核答案参考小抄
2022-09-14 12页