
材料成型工艺基础习题答案
17页
1、材料成型工艺基础 (第三版)部分课后习题答案第一章 . 合金流动性决定于那些因素?合金流动性不好对铸件品质有何影响?答:合金的流动性是指合金本身在液态下的流动能力。决定于合金的化学成分、结晶特性、粘度、凝固温度范围、浇注温度、浇注压力、金属型导热能力。合金流动性不好铸件易产生浇不到、冷隔等缺陷,也是引起铸件气孔、夹渣、缩孔缺陷的间接原因。.何谓合金的收缩?影响合金收缩的因素有哪些?答:合金在浇注、凝固直至冷却至室温的过程中体积和尺寸缩减的现象,称为收缩。影响合金收缩的因素:化学成分、浇注温度、铸件结构和铸型条件。 . 何谓同时凝固原则和定向凝固原则 ? 试对下图所示铸件设计浇注系统和冒口及冷铁,使其实现定向凝固 。答:同时凝固原则:将内浇道开在薄壁处,在远离浇道的厚壁处出放置冷铁,薄壁处因被高温金属液加热而凝固缓慢, 厚壁出则因被冷铁激冷而凝固加快, 从而达到同时凝固。定向凝固原则:在铸件可能出现缩孔的厚大部位安放冒口,使铸件远离冒口的部位最先凝固,靠近冒口的部位后凝固,冒口本身最后凝固。第二章 . 试从石墨的存在和影响分析灰铸铁的力学性能和其他性能特征。答:石墨在灰铸铁中以片状形式存
2、在,易引起应力集中。石墨数量越多,形态愈粗大、分布愈不均匀,对金属基体的割裂就愈严重。灰铸铁的抗拉强度低、塑性差,但有良好 的吸震性、减摩性和低的缺口敏感性,且易于铸造和切削加工。石墨化不充分易产生白 口,铸铁硬、脆,难以切削加工;石墨化过分,则形成粗大的石墨,铸铁的力学性能降低。.影响铸铁中石墨化过程的主要因素是什么?相同化学成分的铸铁件的力学性能是否相同 ?答:主要因素:化学成分和冷却速度。铸铁件的化学成分相同时铸铁的壁厚不同, 其组织和性能也不同。在厚壁处冷却速度较慢,铸件易获得铁素体基体和粗大的石墨片,力学性能较差;而在薄壁处,冷却速度较快,铸件易获得硬而脆的白口组织或麻口组织。.什么是孕育铸铁?它与普通灰铸铁有何区别?如何获得孕育铸铁?答:经孕育处理后的灰铸铁称为孕育铸铁。孕育铸铁的强度、硬度显著提高,冷却速度对其组织和性能的影响小,因此铸件上厚大截面的性能较均匀;但铸铁塑性、韧性仍然很低。原理:先熔炼出相当于白口或麻口组织的低碳、硅含量的高温铁液,然后向铁液中冲入少量细状或粉末状的孕育剂, 孕育剂在铁液中形成大量弥散的石墨结晶核心,使石墨化骤然增强,从而得到细化晶粒珠光体和
3、分布均匀的细片状石墨组织。 .为什么普通灰铸铁热处理效果不如球墨铸铁好?普通灰铸铁常用的热处理方法有哪些?其目的是什么?答:普通灰铸铁组织中粗大的石墨片对基体的破坏作用不能依靠热处理来消除或改进;而球墨铸铁的热处理可以改善其金属基体,以获得所需的组织和性能,故球墨铸铁性能好。普通灰铸铁常用的热处理方法:时效处理,目的是消除内应力,防止加工后变形;软化退火,目的是消除白口、降低硬度、改善切削加工性能。第三章 为什么制造蜡模多采用糊状蜡料加压成形,而较少采用蜡液浇铸成形?为什么脱蜡时水温不应达到沸点?答:蜡模材料可用石蜡、硬脂酸等配成,在常用的蜡料中,石蜡和硬脂酸各占 50% ,其熔点为 50 60 ,高熔点蜡料可加入塑料,制模时,将蜡料熔为糊状,目的除了使温度均匀外,对含填充料的蜡料还有防止沉淀的作用。蜡在回收处理时, 为除去杂质和水分, 必须加热到蜡的熔点以上, 但不能达到水的沸点。.压力铸造工艺有何优缺点?它与熔模铸造工艺的适用范围有何显著不同?答: 压力铸造的优点: 生产率高, 便于实现自动化和半自动化; 铸件的尺寸精度高,表面粗糙度低, 可直接铸出极薄件或带有小孔、 螺纹的铸件;
4、 铸件冷却快, 晶粒细小,表层紧密,强度、硬度高;便于采用嵌铸法。缺点:压铸机费用高,压铸型制造成本极高,工艺准备时间长,不宜单件、小批量生产; 尚不适用于铸钢、 铸铁等高熔点合金的铸造; 由于金属液注入和冷却速度过快,型腔气体难以完全排出, 厚壁处难以进行补缩, 故压铸件内部常存在气孔、 缩孔和缩松。适用范围:压力铸造在汽车、拖拉机、航空、仪表、纺织、国防等工业部门中已广泛应用于低熔点非金属的小型。薄壁、形状复杂的大批量生产;而熔模铸造则适用于航天飞行器、飞机、汽轮机、泵、汽车、拖拉机和机床上的小型精密铸件的复杂刀具生产。低压铸造的工作原理与压力铸造有何不同?为何铝合金常采用低压铸造?答:低压铸造是介于金属型铸造和压力铸造之间的一种铸造方法,它是在0.020.07MPa 的低压下经金属液注入型腔,并在压力下凝固成形而获得铸件的方法。低压铸造的浇注压力和速度便于调节,可适应不同材料的铸型,同时,充型平稳,对铸件的冲击力小,气体较易排除,尤其能有效克服铝合金针孔缺陷。(11) .什么是离心铸造?它在圆筒形铸件中有哪些优越性?圆盘状铸件及成形铸件应采用什么形式的离心铸造?答:将液态金属浇入
《材料成型工艺基础习题答案》由会员pu****.1分享,可在线阅读,更多相关《材料成型工艺基础习题答案》请在金锄头文库上搜索。
磨料项目可行性研究报告模板-立项备案
年产xx克拉培育钻石产品项目招商方案(范文)
机电设备单机调试方案
禁毒个人工作总结模板.doc
危废产生单位管理计划、危险废物管理计划备案登记表

2022年新版河南省安全员B证考试试题题库附答案参考33
年度银行大堂经理个人工作总结(2篇).doc
中国梦儿童代表演讲稿三分钟5篇
![[信息技术2.0微能力]:小学三年级数学上(第七单元)四边形的初步认识——中小学作业设计大赛获奖优秀作品-《义务教育数学课程标准(2022年版)》](https://union.152files.goldhoe.com/2022-8/1/4e60f909-ec78-4fdf-8358-a7675acfbfdc/pic1.jpg)
[信息技术2.0微能力]:小学三年级数学上(第七单元)四边形的初步认识——中小学作业设计大赛获奖优秀作品-《义务教育数学课程标准(2022年版)》
企业年终总结汇报2022
英语专业毕业论文范文2

什么是物业费?买房入住后千万别忽略物业费!.docx
汽车微特电机项目可行性研究报告立项申请
让语文活动课“动”起来
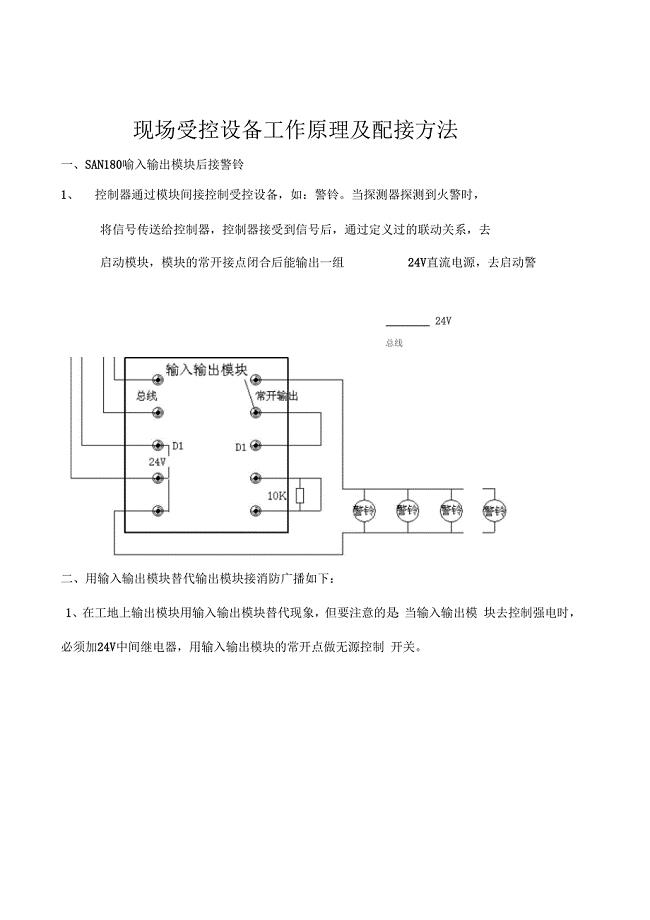
泰和安现场设备配接及工作原理资料
子宫腺肌症护理常规
q外包施工队安全管理办法

碧波尔厨卫电器的品牌化经营之路
智能化珍珠棉生产技术改造项目可行性研究报告模板-代写定制
肉牛育肥技术
 劳动定额管理制度
劳动定额管理制度
2022-12-24 5页
业务员提高销售水平的方法
2023-10-22 5页
工作业绩信息采集表
2022-10-28 3页
迈克耳孙干涉仪实验报告
2022-08-07 6页
保健品供货合同
2024-02-08 4页
煤矿安全培训中心建设项目可行性实施报告
2022-10-13 53页
语文:《iuü》教学反思
2023-06-21 3页
冬季养生保健注意事项
2023-03-20 6页
计算机学专业考研大纲原文
2022-11-29 11页
健康与营养介绍
2023-04-03 6页