
连铸非稳态浇注的控制与优化
9页
1、连铸非稳态浇注的控制与优化杨治争1,2王延锋2 饶江平2 孙云虎2 杨东明2成 军 2彭著刚1(1 武钢研究院,湖北 武汉 430080; 2 武钢炼钢总厂四分厂, 湖北 武汉 430083)摘 要:介绍了武钢炼钢总厂四分厂连铸非稳态浇注过程中大包开浇、中间包开浇、结晶器液位控制及浸 入式水口快换和大包下渣检测等方面的设备特点和控制方法,实践证明,通过设备升级、提高控制精度、 开发新技术等措施,可把非稳态浇注对生产稳定性和连铸坯质量等的不良影响控制到最低限度。关键词:非稳态;自动开浇;过程控制;铸坯质量Controlling and Optimizing of Unstable Casting in Continuous Casting ProcessYANG Zhi-zhen1,g2,WANG Yan-fen2,gRAO Jiang-pin2g,SUN Yun-h2u,YANG Dongmin2,gCHENG Ju2nPENG Zhugan1g(1 R&D WISCO, Hubei Wuhan 430080; 24th sub-factory of general steelmaki
2、ng factory of WISCO,Hubei Wuhan 430083)Abstract: Features and controlling methods of the equipments in processes of unstable continuous casting of the4th sub-factory of general steelmaking factory of WISCO were introduced, including ladle free-opening, tundish auto-casting, liquid level controlling and submerged nozzles quick replacing of mould, slag detection of ladle and so on. Measures including updating facilities , improving accurate of controlling system, developing new technology were pro
3、ved to be effective in practice, they can minimize the bad effect of the unsteady state to the producing stability and slab quality.Key words: unsteady state; auto-casting; process controlling; slab quality1 前言连铸非稳态浇注一般指中间包开浇、快换浸入式水口、换钢包前后、浇注结 束等钢水液面波动较大、拉速变化频繁的浇注状态。非稳态浇注时钢液的保护浇 注状态、中间包钢液流场及覆盖剂性质和作用、结晶器流场及液面波动都受到较 大影响,进而造成钢水二次氧化加剧、结晶器卷渣发生率提高,最终影响到连铸 生产的顺行和连铸坯的质量。非稳态浇注是连铸过程中不可避免的现象,国内外冶金工作者在此方面提出 过不少针对性的控制措施14,总结起来如下:1)提高钢包自开率,减少或避免 烧氧浇钢;2)保持中间包流场稳定,避免中包钢液面波动过大;3)优化结晶器 流场,控制结晶器液面波动等。但是纵观已有的资料,基本是
4、在连铸的单个或几 个环节上有针对性的研究,受设备、工艺及操作水平等的限制,从连铸全系统综 合控制和优化非稳态浇注,提高连铸稳定性和铸坯质量的研究十分少见。武钢炼钢总厂四分厂(下称四分厂)是武钢适应形势发展而新建立的具有世 界先进水平的现代化钢厂,其连铸车间现有 2 台双流板坯连铸机,铸坯规格从 210X800mm到250X 1600mm,产品涵盖超低碳深冲钢、低碳钢、包晶钢、硅钢和 中高碳钢等系列品种,基本定位以高端、高附加值的硅钢和家电面板和汽车面板 等产品为主,因此对铸坯质量有很高要求。目前该厂装备有国际一流的直弧形连 铸机及控制设备、钢包下渣检测系统、中间包自动开浇控制系统以及自主研发的 浸入式水口一键自动快换系统,具备非稳态浇注过程系统控制的硬件条件、控制 优势和工艺操作基础。基于以上条件,开展了非稳态浇注过程的全面控制与优化。2 钢包非稳态浇注的控制2.1 提高钢包自动开浇率的实践钢包开浇属于非稳态浇注,其控制水平直接影响到达中间包的钢水质量。在 钢包自动开浇的情况下,滑板打开后,钢水可以在保护管的保护下经长水口流入 中间包,避免与空气接触造成二次氧化。影响自动开浇的因素很多
《连铸非稳态浇注的控制与优化》由会员ni****g分享,可在线阅读,更多相关《连铸非稳态浇注的控制与优化》请在金锄头文库上搜索。
室内电缆桥架安装工程技术交底记录
中赢建设集团有限公司--员工职业生涯规划管理制度
某信息系统运维服务方案
2023年江苏初级经济基础知识考试真题卷
关于桥的诗句
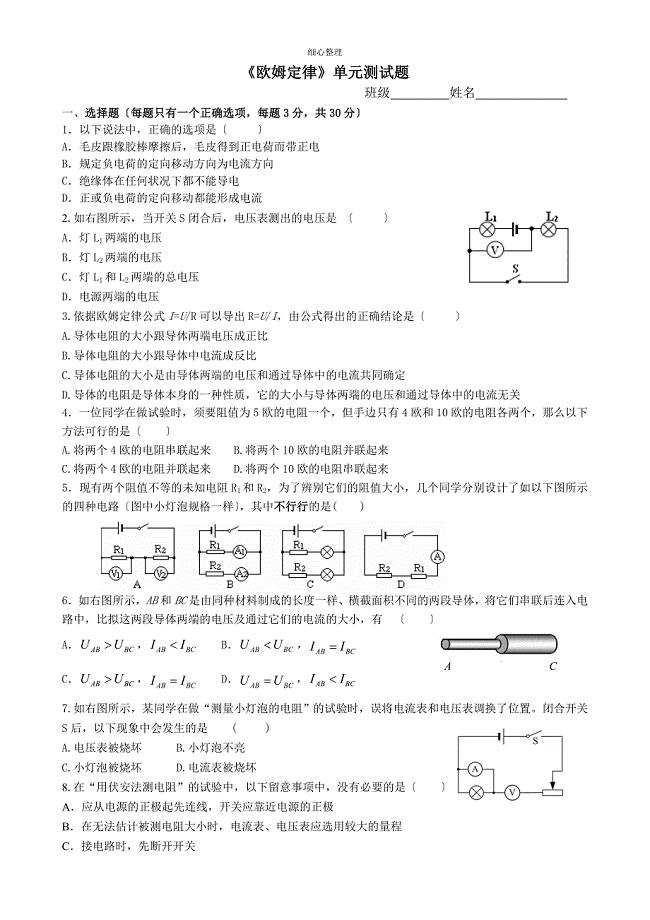
九年级欧姆定律单元测试题
海特涵洞软件-(pcvx)使用方法说明
楚雄州制造业服务型制造项目投资决策报告_模板范本
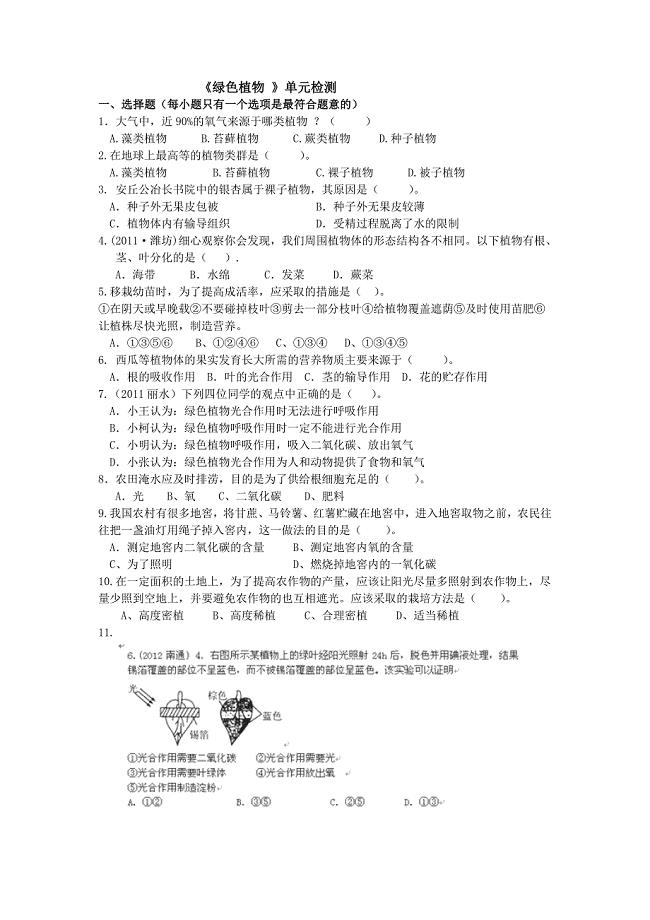
最新生物圈中的绿色植物练习题汇编
2013学年第一学期期中考试质量分析
PEM成熟度评估系统
幼儿园亲子活动总结模板集合5篇
实验一实验教育,仪器认领,洗涤和玻璃工技术
供电所关于诚信文化建设的工作意见
五项食用植物油产品国家标准《棉籽油》、《葵花籽油》、《油茶
热泵考试整理
星火文化培训管理制度

员工考绩、考评(考核表范例)
毕业设计(论文)校园局域网络设计
《语文天地七》教学设计(北师大版五下)
 醉花阴原文
醉花阴原文
2022-11-06 2页
预应力混凝土 名词解释
2023-03-01 1页
铝合金门窗安装隐蔽工程验收记录
2023-11-10 12页
蒙台梭利教师角色
2023-03-31 1页
铺单知识点
2023-08-29 2页
TiO2光电催化文献综述
2023-09-30 7页
运动队管理和训练制度
2022-08-09 3页
重力坝文献综述
2023-08-24 3页
UL认证对网线的意义
2023-05-16 3页
《最详细的家庭装修施工程序》
2023-11-06 4页