
静设备安装程序介绍
8页
1、静设备安装程序设备 ,程序设备 ,程序静设备安装程序1.0.范围:程序用于静设备安装、防腐和保温及常压储罐预制、安装、防腐和保温施工。2.0.参考文件货物运输保护工地储存和设备保护设备焊接常压储罐焊制的压力容器处理设备、脱盐设备、聚结器保温表面油漆防腐层钢结构表面油漆和防腐层贮罐、容器和管道等的内涂层厂家安装说明书材料装卸、保管和发放程序3.0.概述3.1.设备基础设备安装前,基础经验收合格,混凝土基础要凿出麻面, 螺栓套筒内应清理干净, 标出中心线、标高。3.2.安装清单CPECC将编制安装清单, 全面列出需要安装的设备尺寸、重量及吊装方法,清单必须包括说明书, 制造厂家的设计图纸及设备安装所需的其他文件。3.3.对材料进行验收安装的一般规定设备安装包括设备的装、卸、搬运、组装、焊接、就位、找正和灌浆。将按照材料装卸程序将所有设备装运的临时材料库或直接运抵工地。, 必要时提出损坏索赔。设备安装前应拆除装在设备上的全部暂时保护物。设备安装之前, 应对照PID 图和制造图检查, 保证所有设备开口位置正将确、设备上的加强板位置正确。应编制重型设备的吊装方案和安装计划。设备起吊之前, 在不影
2、响吊装的前提下,可进行设备梯子、平台、管线施工。4.0.容器和撬装设备安装4.1.容器和撬装设备类安装施工程序主要有:基础验收、 设备验收、 吊装就位、找正灌浆、内件安装、内部清扫、检查认可、封闭。4.2.基础验收基础移交时应有测量记录, 在基础上标出标高、基准线、及基础的纵横中心线。对重型设备的基础应有沉降观测点。4.2.2对基础进行外观检测, 不能有裂纹、蜂窝、空洞、露筋等缺陷。4.2.3混凝土基础至少有7 天凝固期,才能进行表面处理。混凝土表面应凿出麻面、 并清理螺栓套筒孔内杂物。4.2.4按土建基础图及有关设备的技术文件, 对基础尺寸及位置进行复测检查,尤其是地脚螺栓的间距 , 要与设备相符。4.3.设备验收4.3.1按照图纸、规范、数据表 , 核实名牌参数的正确性 , 按照制造图核对设备开口方位、加强板位置是否正确。按PID 图核对撬装设备流程。4.3.2根据规范和图纸与业主一起检查梯子、平台等所需的通道,如有未安装的梯子平台, CPECC将负责按图纸和规范要求进行现场安装。4.3.3.打开人孔和其他开孔, 由 CPECC和业主一起进行内件和涂层检查。检查合格后应封闭所有人孔
3、和法兰孔,在管道安装前不得打开法兰孔的盲板。4.4.设备就位,找正灌浆4.4.1.按照图纸或安装说明书进行设备的吊装就位,吊装时要求不损伤设备,不碰地脚螺栓。4.4.2.设备找正、找平按规范和安装说明书要求, 找正中心、调整垂直度、水平度。设备找平使用垫铁时,垫铁应布置在地脚螺栓两侧并尽量靠近地脚螺栓。设备使用垫铁时,垫铁组应露出底座1030mm,垫铁组的高度一般为30 70mm,每组垫铁不超过三块,地脚螺栓两侧的垫铁组伸入设备底座的长度均应超过地脚螺栓,且保证设备底座受力均匀。4.4.5.设备找平找正, 紧固地脚螺栓, 用水准仪校核准确无误, 并经业主确认。4.4.6.设备用垫铁找平后,用0.5 磅的手锤检查垫铁组应无松动现象,检查合格后,割齐垫铁,用电焊在垫铁组两则进行层间点焊固定。(垫铁与设备底座之间不得焊接)4.4.7.进行二次灌浆。4.5.对未按要求进行防腐或防腐层有损伤的设备,按标准和规范进行补刷防腐层。4.6.对有保温要求的设备, 按规范或图纸要求进行保温。保温施工应在干燥的环境下进行,雨季施工时应有防雨措施。4.7.容器清扫合格并经业主认可后方可封闭。5.0.塔器5.1
《静设备安装程序介绍》由会员博****1分享,可在线阅读,更多相关《静设备安装程序介绍》请在金锄头文库上搜索。
2022金属非金属矿山安全作业试题库及全真模拟试题含答案2
动火施工安全方案
2022安徽淮南市大通区事业单位公开招聘模拟试卷【附答案解析】(第7版)
2022华为认证试题(难点和易错点剖析)附答案39
关于住宅质量保证书范文七篇
2022年证券一般从业考试点睛提分卷130
土地整理施工组织设计招标文件范本
销售试用期个人工作总结样本(2篇).doc
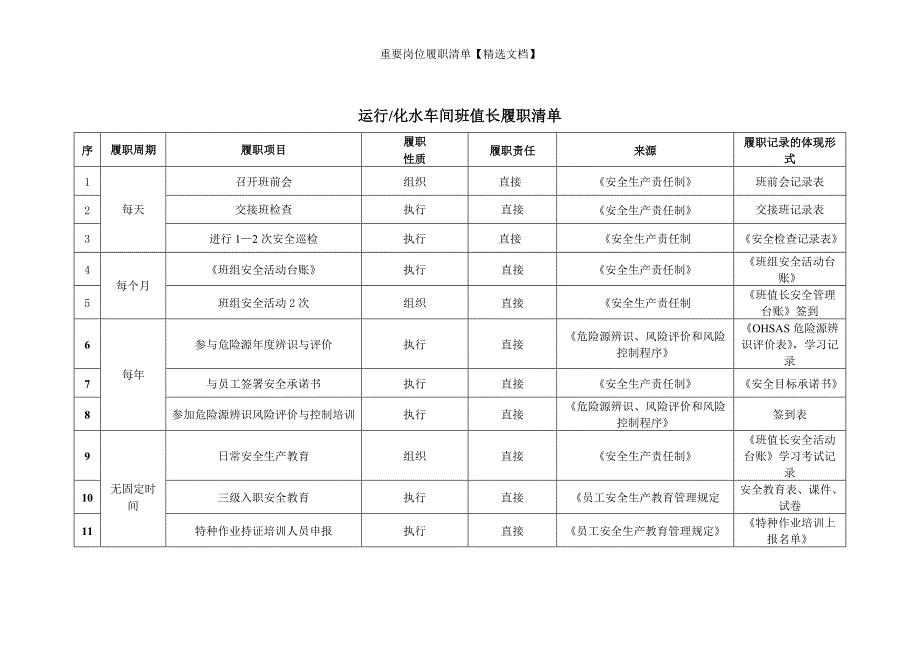
重要岗位履职清单【精选文档】
岗位职务说明书0726
高中新教师培训心得体会例文【一】
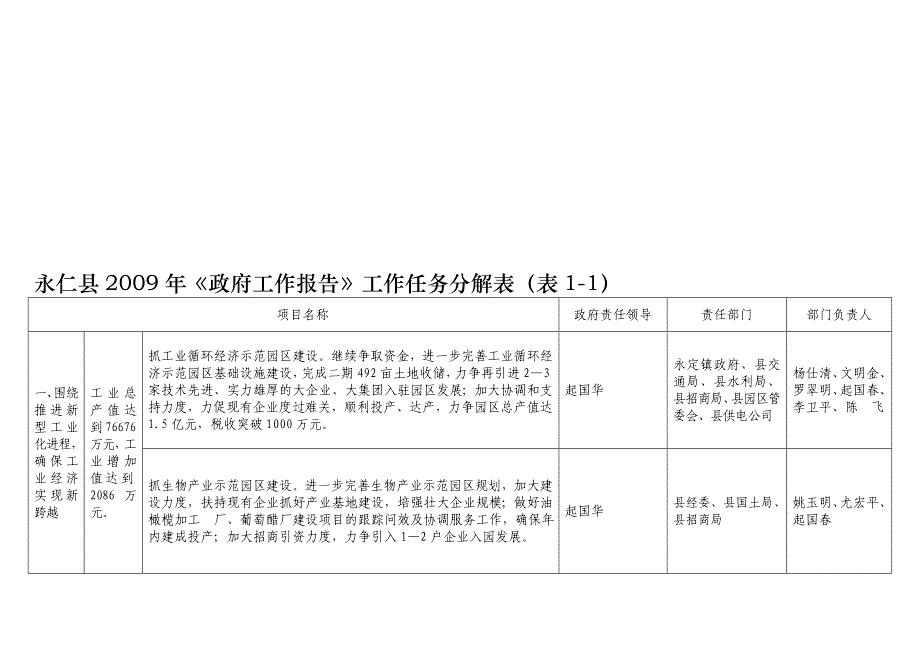
永仁县政府工作报告工作任务分解表表11
员工考核与培训管理程序表格模板DOC格式
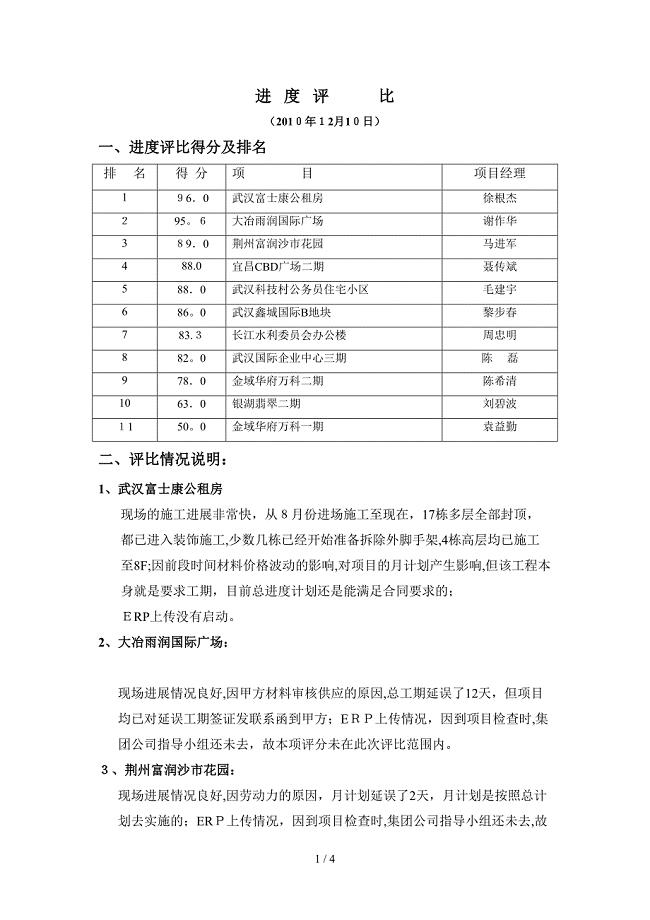
进度评比2010.11
高层住宅楼安装工程施工组织设计
三年级上期班主任工作计划
外脚手架搭设施工方案
新发展理念心得体会岳强
人教版五年级英语下册期末测试卷及答案
2011年全国大学生数学建模C题论文
 举一反三文字之谜
举一反三文字之谜
2023-12-07 16页
初一不等式习题及答案
2022-10-18 4页
钢板桩支护中施工方案
2023-10-28 15页
等臂杠杆及夹具说明书(共32页)
2024-01-17 32页
外架连墙件变更施工方案珠海
2023-01-03 12页
中考数学复习第三部分统计与概率第三十三课时频率与概率练习0429354
2022-12-26 2页
佛医病因对治图表
2023-05-23 19页
精品专题资料20222023年收藏广东省手语协会会员名册表
2022-09-12 7页
化合价习题习题
2022-11-15 4页
监理细则范本
2023-05-23 19页