
托辊管体止口专用夹具设计
17页
1、托辊管体止口专用夹具设计摘要:托辊是带式输送机的主要部件之一,其作用是支撑输送带和带上的物料,减小允许阻力,并使带式输送机的垂度不超过一定限度,以保证输送机平稳运行。它的应用十分广泛,其生产属专业化大批量生产类型,那就要求其加工设备能满足大批量生产的要求。我们通过设计的夹具来实现托辊的大批量生产。托辊夹具用于一台同时加工四个工件的镗床上,并且能同时加工工件的两端,因此夹具必须满足四个工件的定位夹紧。夹具的最基本作用就是保证工件准确定位且夹紧以利于加工,由于托辊有不同的直径系列和不同的长度系列,因此此夹具必须在长度和直径方向可调,还必须保证在正确定位的基础上夹紧,而且使各工件所受夹紧力相同。除了让夹具满足上述要求外,还应尽量使夹具快速准确定位夹紧,以节省辅助时间提高自动化程度,减轻劳动强度;尽量结构简单,操作方便。本设计中通过自动定心夹紧机构来让定位夹紧同步进行;利用液压系统实现四个工件的同时夹紧,该夹具有效的减少了工件加工的辅助时间,提高了加工效率。关键字: 托辊;镗床;夹具;液压回路;自动定心夹紧机构 1绪论1.1托辊简介托辊是带式输送机的主要部件之一,其作用是支撑输送带和带上的物料
2、,减小允许阻力,并使带式输送机的垂度不超过一定限度,以保证输送机平稳运行。托辊的总重约占整机重量的30%-40%,且种类多,数量大,它占了一台带式输送机总成本的35%,承受了70%以上的阻力。因此托辊的质量尤为重要。托辊的质量特性、使用寿命对带式输送机的运行效率和可靠性有很大的影响。1.2托辊管体止口专用夹具设计要求通过设计的夹具来实现托辊的大批量生产。托辊夹具用于一台同时加工四个工件的镗床上,并且能同时加工工件的两端,因此夹具必须满足四个工件的定位夹紧。夹具的最基本作用就是保证工件准确定位且夹紧以利于加工,由于托辊有不同的直径系列和不同的长度系列,因此此夹具必须在长度和直径方向可调,还必须保证每一批工件能放置在两主轴的中间,而且要保证工件轴线与主轴轴线重合。保证工件在正确定位的基础上夹紧,而且使各工件所受夹紧力相同。这就是对这个夹具最基本的设计要求。除了让夹具满足上述要求外,还应尽量使夹具快速准确定位夹紧,以节省辅助时间提高自动化程度,减轻劳动强度;尽量结构简单,操作方便,解决由于托辊外径允许偏差造成的止口圆面和外圆柱面的同轴度偏差。本设计的重点采用自动定心夹紧机构的原理,使四个工件
3、同时定心夹紧。设计一个专用可调的V型块和夹具体,使工件在长度方向和直径方向均可调。满足对不同长度和不同直径的工件的加工。如果托辊两端到机床主轴的距离不相同,就会使工件两端加工的长度不同,因此必须设计一个限位装置实现使每批不同长度的工件都能对中,以利于机床对托辊的加工。采用各种动力源(如气动、液压等)和液压机械手,来提高自动化程度,减轻劳动强度。本设计采用自定心夹紧机构,让定心定位夹紧同步进行,节约了辅助加工时间,不仅能快速定心,提高加工效率,还能解决以上问题。2定位装置设计2.1定位方案的设计此方案如图2-6采用自动定心夹紧机构来实现在加工不同直径的工件时能够保证主轴轴线与工件轴线重合,并实现了快速定位和夹紧。采用液压装置驱动夹紧保证工件在正确定位的基础上夹紧,而且使各工件所受夹紧力相同,并提高自动化程度,减轻劳动强度。通过连杆机构实现加工不同直径的工件时夹具在直径方向的可调。将安装V形块的支架做成可滑动的来实现加工不同长度的工件时夹具在长度方向的可调。定心夹紧机构是在实现准确定心的同时夹紧工件的,此机构利用定位夹紧组件的等速移动来消除定位尺寸偏差对工件定心的不利影响。图2-6自动定心
4、夹紧机构2.2定位元件的设计工件以外圆柱面定位,定位组件选用V形块。V形块的对中性好,能使工件的定位基准轴线在V形块两斜面的对称面上,而不受定位直径误差的影响,并且使工件安装方便。由于托辊两端同时加工,切削力的作用相互抵消所以工件不会窜动,只需限制四个自由度既能满足加工要求。由于所加工的工件长度较长故采用两个端V形块来定位。为了使V形块夹紧可靠,将V形块的工作表面磨削成齿纹表面以增大工件与V形块的摩擦力,V形块的工作表面应在一次定位中磨出,以求一致。V形块工作面间的夹角取。一组V形块用两个螺钉固定,在支架上装配时一般是将V形块位置精确地调整好后拧上固定螺钉。一组V形块通过销固定于支架上,按V形块圆柱销孔的位置在支架上钻孔,打入圆柱销。V形块用20钢,表面渗碳淬火处理,渗碳深度为0.82.2mm,HRC为5864。3夹紧装置设计3.1夹紧装置的设计原则在夹紧工件的过程中,夹紧作用的效果会直接影响工件的加工精度、表面粗糙度以及生产效率。因此,设计夹紧装置应满足以下原则。(1)工件不移动原则。夹紧过程中,应不改变工件定位后所占据的正确位置。(2)工件不变形原则。夹紧力的大小要适当,既要保证夹
《托辊管体止口专用夹具设计》由会员pu****.1分享,可在线阅读,更多相关《托辊管体止口专用夹具设计》请在金锄头文库上搜索。
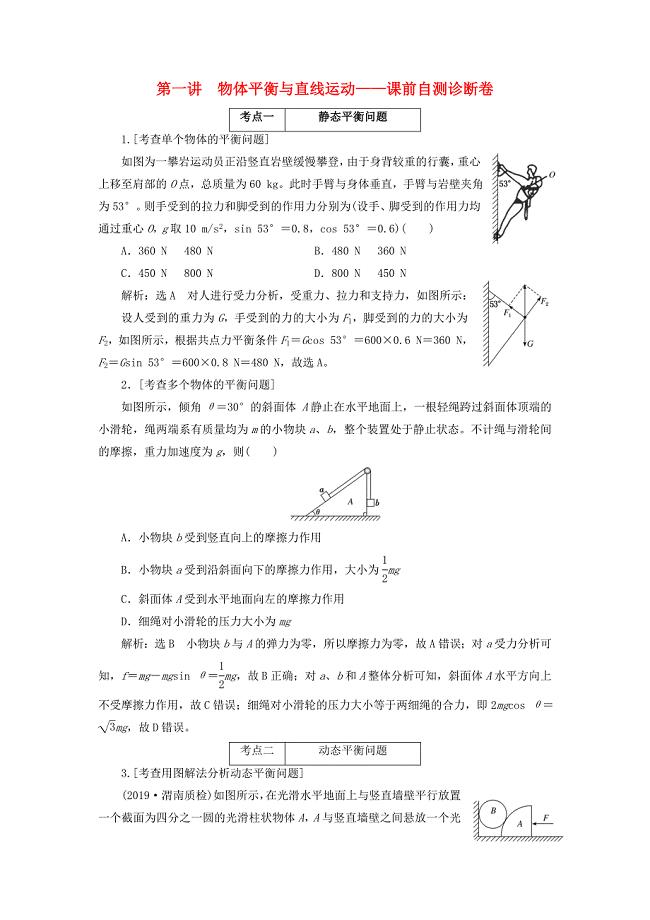
2020年高考物理二轮复习专题一第一讲物体平衡与直线运动--课前自测诊断卷含解析
职业健康检查与诊疗制度(5篇)
最新银行个人工作计划
金华市企业技术需求项目汇编
服务质量保证书范文

幼儿园小班报告单评语2
江西省吉安庐陵文化生态公园基础设施
【精选】高中数学新人教版必修3教案:第1章 1.1.2 第2课时 条件结构含答案
二手房购房协议例文(七篇)
长沙家用杀虫技术服务项目申请报告模板范文
江西省吉安一中2012-2013学年高二数学下学期第二次段考试题 文

合肥工业大学消防安全管理规定

幼儿教养笔记《引导孩子换位思考》
出纳年终工作总结集合20篇
2023年个人试用期转正工作总结范文5篇
C(实验卡64)20110227-1
家庭装修合同模板(5篇).doc
最新人教版八年级语文上册:景抒情散文阅读梳理思路,感知形象练习【1】及答案
重点项目燃料乙醇建设项目可行性研究报告申请立项备案可修改案例
山东省临沭县第三初级中学九年级数学下册 25.2 用列举法求概率(第一课时)随堂检测 新人教版
 SWE85挖掘机夹桩压桩机构设计任务书
SWE85挖掘机夹桩压桩机构设计任务书
2023-10-22 2页
RL7050H0总布置设计论文说明书
2022-09-10 54页
火灾自动报警系统技术交底
2022-11-23 14页
2领导班子成员轮流现场带班制度
2024-01-16 3页
RL6460混合动力微型客车总布置设计任务书
2023-04-03 2页
VC话费收费系统设计论文说明书
2022-07-27 36页
半喂入小型联合收割机之割台部分设计论文
2022-11-29 29页
外文翻译--单螺杆加工机床的布局和结构
2022-12-23 12页
X6132万能铣床主轴变速箱三维设计与仿真设计论文
2023-11-19 50页
水利水电工程专业高级专业技术资格评审
2024-01-08 10页