
C1318手柄夹具及工艺设计说明书
9页
1、毕业设计(论文)说明书 机制工艺 专业题 目 手柄 姓 名 指导教师 评阅教师 引 言毕业设计是在完成三年专业课程学习完以后的一个重要的设计环节。这次设计能使我们能综合运用各种基本理论知识,并结合生产实习中学到的实践知识,培养独立分析、解决各种问题的能力。本次毕业设计课题是连杆体工艺工装设计,它要求我们能充分运用机械制造工艺学(含机庆夹具设计)和大部分专业课的知识,并结合生产实践中学到的实践知识,独立地分析和解决工艺问题。这次设计目的能使我们初步具备设计一个中等复杂程度零件的工艺规程的能力和运用夹具设计的基本原理和方法,拟定夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册、图表等技术资料及编写技术文件等基本技能的一次实践机会,为以后走上工作岗位从事好工作打下良好的基础。由于在学习过程中学的不够到位,能力有限,加上实际的经验明显不足,设计过程中肯定会有许多不足之处,希望各位老师在审阅过程中多加指正。一零件的分析该零件为C1318手柄,右侧为16的螺纹联接,左侧为16通孔外径为32,上平面下降11处为一与水平轴线成30度夹角的4锥销孔,垂直方向为一M5的工艺螺孔。零件总体尺寸为
2、:183mm 95mm 25mm二零件的工艺分析从零件图可知,其材料为HT200,该材料具有较高的强度,耐磨性,耐热性及减振性,适用于承受较大的应力,要求耐磨的零件。该零件的主要加工面为32上下端面(N面),16孔的内壁(R面),25端面(Q面),16螺孔(K面),R20处锉光,M5工艺螺孔,4锥销孔配作。32的表面粗糙度为3.2,16孔内径等级要求为H7孔内壁粗糙度为3.2,R20处锉光至表面粗糙度6.3,零件其它尺寸无特殊要求,尺寸可以用铸造直接得到。该零件的毛坯为铸件,部分尺寸要求可以由铸造工艺直接完成,对于做特殊要求的加工面须制定加工工艺,在加工时须采用专用夹具。分析零件的外形特征及加工要求,主要采用铣夹具与钻夹具,同时在钻孔的时候,对孔的位置有特殊要求,比如4销孔配作M5工艺螺孔,必须同采用固定钻套的钻夹具。参考文献中有关面和孔的加工经济精度及机床能达到的位置精度可知,零件的加工技术要求是可以达到的,零件的结构工艺性也是可行的。三确定毛坯,画毛坯图,零件图根据零件材料确定该零件毛坯为铸件,零件重量为0.72Kg,毛坯的铸造方法可以选用砂型机器选型,无内腔,故无须安放型芯,铸造
3、模具较为简单,为清除残余应力铸造后安排人工进效。参考文献各加工表面的总余量如表21所示加工表面 基本尺寸(mm) 加工佘量数值(mm) N面 32 0.3 Q面 25 0.4 K面 25 0.3 2-1 *零件图见附图*四工艺规程设计 1定位基准的选择 精基准的选择:32的上下端面(N.K)确定了工艺螺孔M5与4 锥销孔的位置, 其轴线确定了工件其它部分的位置,既是定位基准又是设计基准,所以以32的两端面作为精基准。 粗基准的选择:手柄的中间部分面积较大,尺寸由铸造直接得到,佘量较小,不需要再作加工,其保证了32的轴线位置,从而保证了16孔的位置要求,以此为粗基准加工32上端面作为加工其它部份的精基准。 最先进行机械加工的是精基准N面,其夹紧定位可以用以下方法达到: 夹具体为一平面,可以限制工件的三个自由度,后侧可以是一个挡块或是挡销对工件进行定位,最后用两块压板对工件进行夹紧。2制定工艺路线 根据各表面加工要求和各种加工方法所能达到的经济精度,确定各表面的加工方法如下: N(K)面:粗铣半精铣 Q面:粗铣半精铣 钻扩铰16孔 钻16孔攻丝 钻4锥销孔 钻5的孔攻丝 W面:锉光 由于1
《C1318手柄夹具及工艺设计说明书》由会员ni****g分享,可在线阅读,更多相关《C1318手柄夹具及工艺设计说明书》请在金锄头文库上搜索。
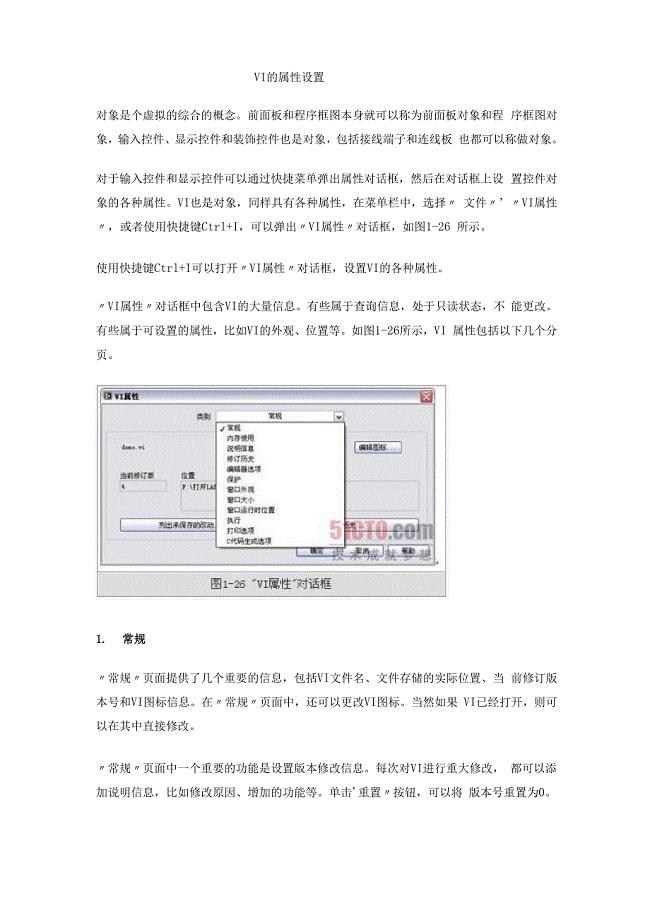
VI的属性设置
关于学生旷课检讨书9篇范文汇总
土木工程概论复习总结
出纳个人年终工作总结范文.doc
学霸亲身体会总结的100条经验
司法局局长工作总结及工作思路
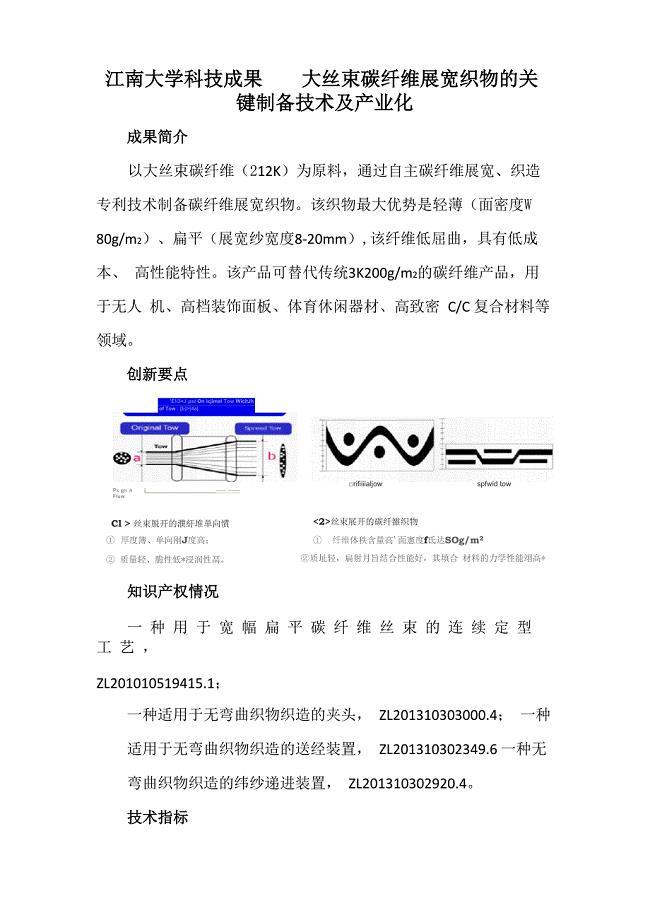
江南大学科技成果
学生会总结范文
聘书的写作格式和写作方法
必备幼儿教师工作总结
办公室2023工作计划参考范文(四篇).doc
酒店领班个人工作总结格式范文(5篇).doc
农村实用人才调研报告
水利工程一级学科(0815)硕士研究生培养方案
除夕的作文300字10篇
2022年医药药品销售工作计划表
年产xxx套电子通信设备项目合作计划书
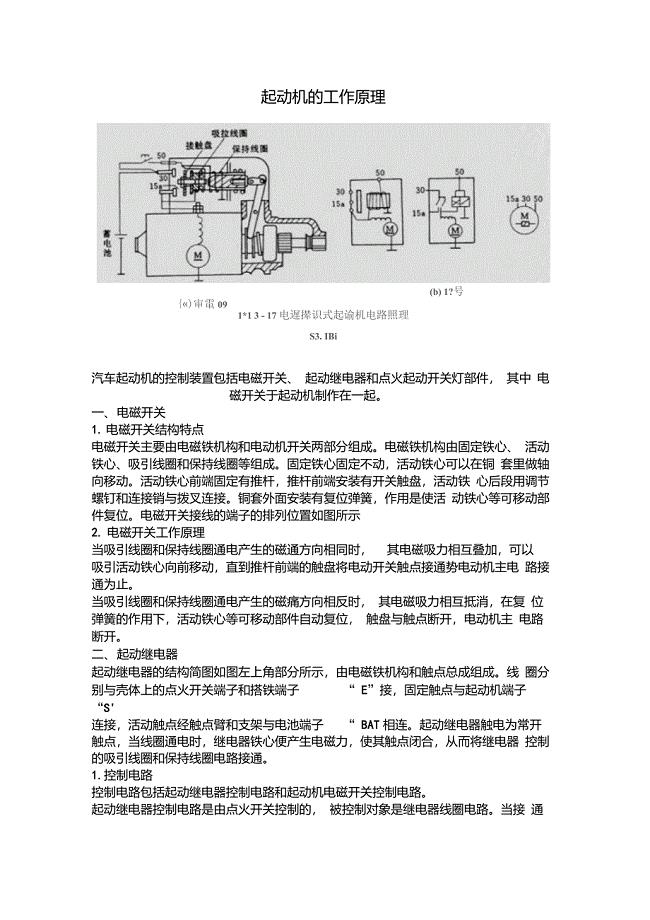
起动机、发电机的工作原理
苏教版数学二年级下册所有教学反思
《北大是我美丽羞涩的梦》读后感700字.doc
 职业素养教案
职业素养教案
2023-11-15 6页
探析企业管理中激励机制的构建.docx
2023-11-23 4页
《个别化教育计划及实施》读后感
2022-10-22 1页
《新华字典》汉语拼音音节索引表(第11版)(最新整理)
2023-06-11 5页
农技站党员现实表现材料
2022-11-19 3页
DZ∕T 0342-2020 矿坑涌水量预测计算规程
2022-12-19 40页
超声深孔钻床设计任务书
2023-11-16 2页
工艺流程课程设计分解
2023-07-30 34页
童装品牌全案策划
2022-10-30 14页
2023年财政学期末考试重点归纳总结
2022-11-15 21页