
解放牌CA10B中间轴轴承支架工艺夹具设计说明书
12页
1、目 录序 言 2一. 零件的分析 .2 一.零件的作用 .2二 零件的工艺分析 .2二. 工艺规程的设计 .3一 确定毛坯的制造形式 3二 基准的选择 3三 制定工艺路线 3 四 机械加工余量,工序尺寸及毛坯尺寸的确定.5 五 切削用量以及机床的确定.7三. 零件专用夹具的设计9一 设计方案的确定9二 夹紧力的分10三 精度的分析10四课程设计总结 10序 言机械制造技术基础课程设计是我们学完了大学全部基础知识,技术基础课以及大部分专业课以后进行的。这是我们在进行毕业设计之前对所学课程一次深入的,综合性的总复习,也是一次理论联系实际的训练,因此它在我四年的大学生活中占有重要地位。就我个人而言,这次课程设计是对自己未来从事的工作进行的一次适应性的训练,从中锻炼自己分析问题,解决问题的能力,为今后的工作打下良好的基础。一 零件的分析一.零件的作用: 题目给出的是CA10B解放牌汽车中间轴轴承支架,它的主要作用是(1)起到稳固滚子的作用 (2)在安装时起到固定滚珠的作用,一利于安装。要求零件的配合符合要求。二 . 零件的工艺分析零件的加工过程中,要保证零件上部的折弯部分在竖直方向与140孔成
2、5.5的夹角,同时要保证支架两侧板的平面与水平面成30的夹角,孔中心到顶小孔所在平面的距离为40mm,且每孔中心线与竖直方向零件的夹角成60夹角。要保证以上尺寸要求,最好先将的内孔和端面加工完成,再以内孔和端面为定位基准对上凸台表面进行加工,最后以内孔,端面,和上13的小孔(一面两销)为定位基准,加工支架两侧板,其中主要加工面粗糙度为6.3m,其余表面粗糙度为50m.二 工艺规程的设计 确定毛坯的制造形式 零件的材料为HT200,零件承受的冲击载荷不是很大,且零件的轮廓尺寸较大,又是大批量生产,而且表面粗糙度质量要求也不是很高,故可采用铸件,以提高生产效率和效益。 基准的选择基准的选择是工艺规程设计中的重要工作之一,他对零件的生产是非常重要的。1 粗基准的选择先选取155外圆为定位基准,利用三爪卡盘为定位元件,铣155两端面,再以155外圆为定位基准,利用三爪卡盘为定位元件,镗内孔。2 精基准的选择 以内孔,155端面,13空(两面一销)为定位精基准,加工其它表面及孔。主要考虑精基准重合的问题,当设计基准与工序基准不重合的时候,应该进行尺寸换算,这在以后还要进行专门的计算,在此不再重复
3、。 制定工艺路线 制定工艺路线的出发点,应当是使零件的几何形状,尺寸精度及位置精度的技术要求能得到合理的保证,在生产纲领已确定为大批量生产的条件下,可以考虑采用万能机床以及专用夹具,并尽量使工序集中来提高生产率。除此之外还应当考虑经济效果,以便生产成本尽量降低。1).工艺路线方案一工序1 以155外圆为定位基准,粗镗内孔,车155一端面;工序2 掉转,以155外圆为定位基准,车155另一端面,半精镗内孔;工序3 以内孔为定位基准,铣顶小凸台面;工序4 以内孔为定位基准,钻中间13的孔;工序5 以内孔,中间13小孔,155端面为定位基准,铣支架两侧台平面;工序6 以内孔,中间13小孔,155端面为定位基准,钻支架两侧台平面的13小孔,工序7 以155外圆为定位基准,钻2X小孔;工序8 检查。 2). 工艺路线方案二工序1 铣销 以155外圆和一端面为基准,铣一端面,粗糙度为50m,翻转铣另一端面,粗糙度为50m;工序2 镗销 以155外圆和一端面为基准,粗镗内孔到139.8mm,半精镗内孔到,倒2X45倒角,粗糙度为50m;工序3 铣销 以内孔和一端面为基准,铣上中间凸平面,使其厚度为1
4、2mm,表面粗糙度为50m;工序4 钻孔 以内孔和一端面为基准,钻中间的孔,粗糙度为50m;工序5 铣销 ,铣支架两侧平面.表面粗糙度为50m;工序6 钻孔 以内孔,155端面以及中间13的小孔为定位基准(一面两销),钻支架两侧平面13的孔,表面粗糙度为50m;工序7 钻孔 一和155一端面为基准,钻圆柱面上两小孔,2X,保证两孔间距离为320.1mm;工序8 检查. 比较以上两种方案,两种方案的定位基准基本一样,加工工序的步骤也一样,但方案一中155端面用车销加工也可以,但由于工件上面的突出部分使得车销时转动起来工件的离心力太大,这样会影响加工的精度,同时也给夹具的设计带来一定的难度,况且其工件装夹的次数要比第二种方案多,故影响加工效率,.而第二种方案中,155两端面采用铣销加工,这样工件上面的突出部分就不会对加工产生大的影响.所以第二种方案更为经济合理,选第二种方案. 机械加工余量,工序尺寸及毛坯尺寸的确定 CA10B中间轴轴承支架零件材料为HT200,生产类型为大批量产. 根据上诉资料及加工工艺,分别确定各加工表面的机加工余量,工序尺寸以及毛坯尺寸如下:1. 155两端面 参照,
《解放牌CA10B中间轴轴承支架工艺夹具设计说明书》由会员pu****.1分享,可在线阅读,更多相关《解放牌CA10B中间轴轴承支架工艺夹具设计说明书》请在金锄头文库上搜索。
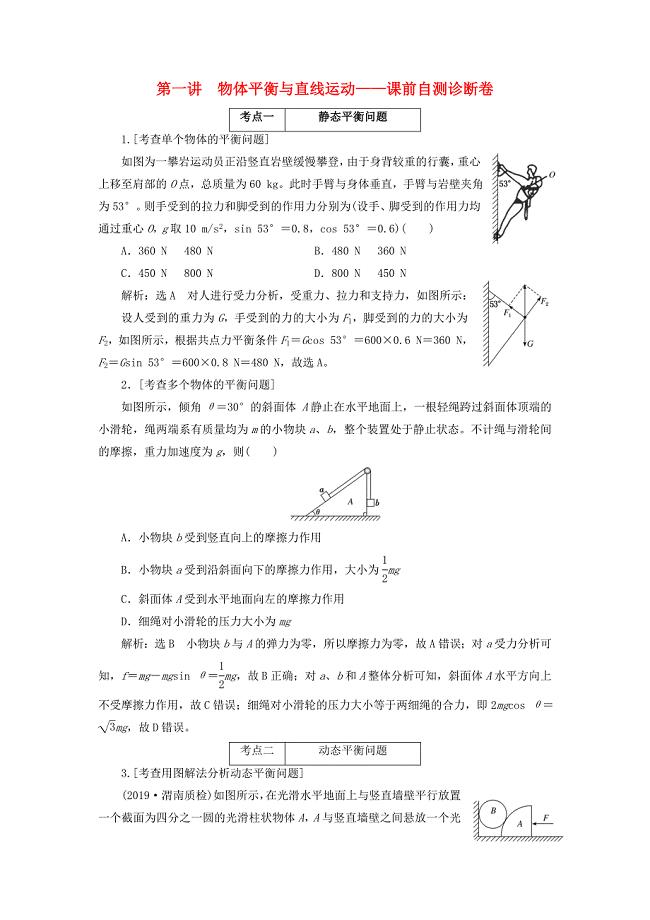
2020年高考物理二轮复习专题一第一讲物体平衡与直线运动--课前自测诊断卷含解析
职业健康检查与诊疗制度(5篇)
最新银行个人工作计划
金华市企业技术需求项目汇编
服务质量保证书范文

幼儿园小班报告单评语2
江西省吉安庐陵文化生态公园基础设施
【精选】高中数学新人教版必修3教案:第1章 1.1.2 第2课时 条件结构含答案
二手房购房协议例文(七篇)
长沙家用杀虫技术服务项目申请报告模板范文
江西省吉安一中2012-2013学年高二数学下学期第二次段考试题 文

合肥工业大学消防安全管理规定

幼儿教养笔记《引导孩子换位思考》
出纳年终工作总结集合20篇
2023年个人试用期转正工作总结范文5篇
C(实验卡64)20110227-1
家庭装修合同模板(5篇).doc
最新人教版八年级语文上册:景抒情散文阅读梳理思路,感知形象练习【1】及答案
重点项目燃料乙醇建设项目可行性研究报告申请立项备案可修改案例
山东省临沭县第三初级中学九年级数学下册 25.2 用列举法求概率(第一课时)随堂检测 新人教版
 AK3080X6L数控转塔刀架
AK3080X6L数控转塔刀架
2023-04-01 1页
AK27320X6YX数控转塔刀
2023-04-10 1页
AK3063X6E数控转塔刀架
2022-09-02 1页
玉米秸秆组织分离机设计任务书
2023-05-21 1页
AK27300X6数控转塔刀架
2023-06-18 1页
AK27300X4YXJC数控转
2022-12-25 1页
机械式立体停车设备的PLC控制系统设计论文
2022-09-17 45页
游梁式抽油机的优化设计毕业论文
2023-01-15 57页
AK3163X8数控转塔刀架
2022-11-19 2页
机械设计课程设计说明书(单级蜗杆减速器设计)【D=350,F=6000,V=0.5】
2022-07-24 23页