
线切割工作液系统设计论文说明书
48页
1、 线切割工作液系统设计 目 录前 言11.国内外发展状况1第一章 总体设计31.2数控电火花线切割加工机床的分类31.3总体规格的设计4第二章 坐标工作台6第三章 走丝机构24第四章 丝架334.2丝架本体结构344.2.1对导轮运动组合件的要求344.2.2导轮运动组合件的结构344.3丝架的具体设计354.3.1导轨的选择:354.3.2电机的选择:37第五章 工作液循环与过滤装置435.1工作液435.1.1工作液的作用435.1.2工作液的种类435.2冷却泵的选择44谢 辞47参考文献48前 言1.国内外发展状况我国数控线切割机床的拥有量占世界首位,技术水平与世界先进水平差距也逐渐缩小,尤其近年来计算机技术的应用和线电机电火花技术结合实现了各种复杂复杂形状的模具和零件加工的自动化,其控制精度可达1mm实际加工精度可达0.01mm,表面粗糙度可达Ra1.252.5m.电火花线切割加工技术作为一种特种加工技术,具有很强的使用价值,其工艺手段在许多情况下是常规制造技术无法取代的,其中主要的原因是电火花线切割加工具有任何硬度的导电金属材料,且加工过程中不受宏观力的作用,从而可保证较好
2、的加工精度与表面质量。随着现代化技术的飞速发展,电火花线切割机床不仅产量急剧增加,技术水平也明显提高,主要表现在加工指标、加工工艺及其自动化程度方面。(1) 加工指标大大提高目前线切割机床加工精度可达直线度12 ,椭圆度2 ,拐角处的塌角近似0;加工粗糙度可达=23,加工速度可达200,电火花切割加工技术跨入精密、高效、表面粗糙度低的领域。(2) 加工工艺日趋完善为了追求加工指标的进一步提高,除了改进机床结构脉冲电源以及控制系统外,另一个重要的方向是研究线切割加工工艺。(3) 自动化程度越来越高最近几年问世的电火花线切割机床几乎全是控制系统,除有程序自动编制装置(包括编程、打印程序清单等)还有自动加工穿丝孔装置、自动接线装置以及自动上料机构等。(4) 电火花线切割机床的三化 标准化 各个制造厂都有企业标准、行业标准,有的国家还制定同类产品的国家标准; 通用化 零部件的通用化对发展系列产品十分重要,因此一台基型产品研制成功之后就很自然的向两头系列产品延伸; 系列化 为了满足不同用户的需要,必定要发展各种规格、不同功能系列产品2.未来的发展方向: 为了提高生产力和改善加工质量,超高精度加工
3、是关键技术。目前对数控机床的进给速度要求已从68m/min提高到大于5060m/min加速度要求达到(15)g,这个指标对具有中间传动和变换环节的传动进给驱动系统是无法实现的。20世纪末以来,从世界四大国际机床展(欧洲EMO、美国IMTS、日本JIMTOF、中国CIMT)表明国际上存着一种趋势,直线电动机直接驱动开始应用于数控机床。电火花线切割加工技术的发展与其相关技术的发展紧密结合。而且,未来电火花线切割加工技术的进步,必须围绕着满足更高的生产效率,更高的加工精度及更高效的生产组织形式而发展。电火花线切割加工技术作为制造业中一种重要的生产方式,必将在未来的生产领域中发挥更加重要的作用。此外。电火花线切割加工技术的应用范围也将不断得到拓展,在更多的生产领域发挥重要的作用。第一章 总体设计1.1数控电火花线切割加工原理数控电火花线切割加工,是利用金属(紫铜、黄铜、钨、钼和各种合金)线和各种镀层金属线作为负电极,对导电或半导电材料的工件(作为正电极)进行所要求的尺寸加工,在加工中,线电极一方面相对工件不断的往上(下)移动(慢走丝是单向移动、快走丝是往复移动);另一方面,安装工件的十字工作台
4、,有数控伺服电机驱动,在X、Y轴方向实现切割进给,使线电极沿加工图形的轨迹,对工件进行加工。这中切割是依靠电火花放电作用来实现的,它是在线电极和工件之间加上脉冲电压,同时在线电极和工件之间浇注矿物油、乳化液或去离子水等工作液,不断地被电蚀,可控制地完成工件的尺寸加工。工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在贮丝筒上,电机带动贮丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液。当高频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互碰撞以及粒子与电极材料的碰撞,又将动能转变为热能。在放电通道内,正极和负极表面分别成成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、流体动力等综合作用下,蚀除下来的金属微粒随着电极丝的移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,电机受控制系统的控制,
《线切割工作液系统设计论文说明书》由会员大米分享,可在线阅读,更多相关《线切割工作液系统设计论文说明书》请在金锄头文库上搜索。

饲料厂建议书
大学生大一个人鉴定总结
第四节记忆与学习试地的题目含详解
教师师德师风的演讲稿优选范文
机电一体化毕业设计(论文)单片机气体测漏仪的设计
工商行政处罚案件证明标准探析
《阿西莫夫短文两篇》教学设计
文档狮王进行曲
车间年度工作计划

自信主题班会主持稿

江苏省四年级语文第一学期期末测试题及答案(A卷)
2023年有关学生安全协议书范文锦集7篇
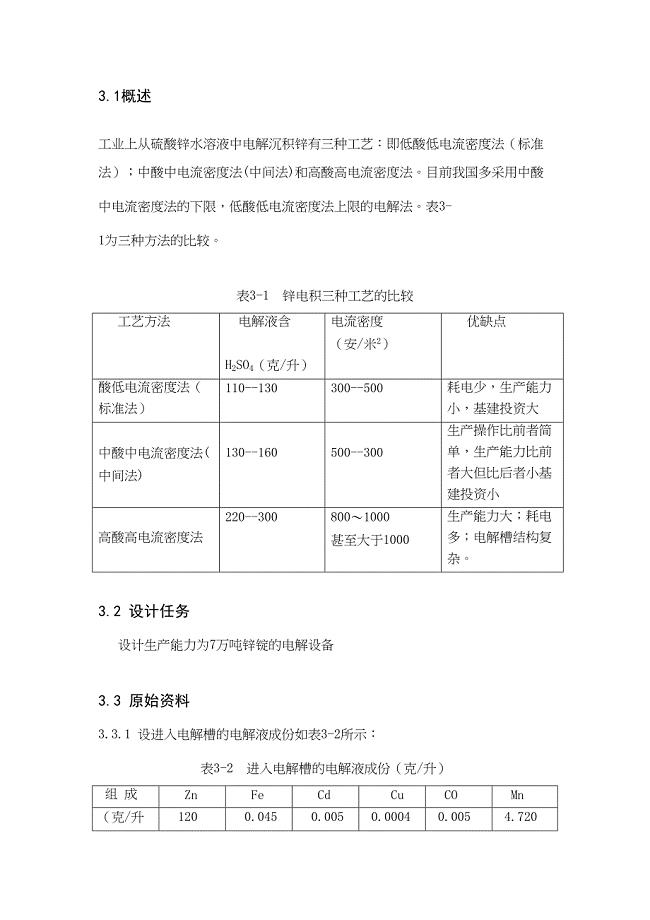
锌电解槽计算解析(DOC 10页)
安全生产台账管理制度
启东教育小学四年级数学下册教案
10化工装置拆装及试运行实操训练

福建省龙海市2017-2018学年高一数学上学期期中试题
检修岗位职责包括
2023年江苏省徐州市鼓楼区黄楼街道大坝头社区工作人员考试模拟题及答案
通信施工方案
 课程思政理念下小学信息科技课堂教学策略研究
课程思政理念下小学信息科技课堂教学策略研究
2024-05-11 4页
开展青少年校外科普教育的实践与思考
2024-05-11 6页
生成式人工智能重塑教育及教师应对之道
2024-05-11 5页
基于核心素养的单元主题教学设计与实践探索
2024-05-11 4页
基于参与性文化理论的信息科技跨学科主题教学
2024-05-11 5页
精品课前期录制与后期制作技术处理应用策略与实践研究
2024-05-11 6页
基于科技活动的中小学课后服务效果评估
2024-05-11 5页
基于教材分析设计深度体验的AI课程
2024-05-11 5页
翻转课堂在小学高段英语教学中的应用
2024-05-11 3页
基于项目式学习的小学信息科技元宇宙教学初探
2024-05-11 4页